1653:
tallow for the work that they caused a shortage in their own countries—I, Sennacherib, leader of all princes, knowledgeable in all kinds of work, took much advice and deep thought over doing that work. Great pillars of bronze, colossal striding lions, such as no previous king had ever constructed before me, with the technical skill that
Ninushki brought to perfection in me, and at the prompting of my intelligence and the desire of my heart I invented a technique for bronze and made it skillfully. I created clay moulds as if by divine intelligence....twelve fierce lion-colossi together with twelve mighty bull-colossi which were perfect castings... I poured copper into them over and over again; I made the castings as skillfully as if they had only weighed half a shekel each
534:, which is a non-expanding clay. Most foundries do not have the very expensive equipment to remove the burned out clay and substitute new clay, so instead, those that pour iron typically work with silica sand that is inexpensive compared to the other sands. As the clay is burned out, newly mixed sand is added and some of the old sand is discarded or recycled into other uses. Silica is the least desirable of the sands, since metamorphic grains of silica sand have a tendency to explode to form sub-micron sized particles when thermally shocked during pouring of the molds. These particles enter the air of the work area and can lead to
669:
sheet of plastic is placed over the top of the sand in the flask and a vacuum is drawn through the special flask; this hardens and strengthens the unbonded sand. The vacuum is then released on the pattern and the cope is removed. The drag is made in the same way (without the sprue and pouring cup). Any cores are set in place and the mold is closed. The molten metal is poured while the cope and drag are still under a vacuum, because the plastic vaporizes but the vacuum keeps the shape of the sand while the metal solidifies. When the metal has solidified, the vacuum is turned off and the sand runs out freely, releasing the casting.
774:) invented a flask-less molding process by using vertically parted and poured molds. The first line could produce up to 240 complete sand molds per hour. Today molding lines can achieve a molding rate of 550 sand molds per hour and requires only one monitoring operator. Maximum mismatch of two mold halves is 0.1 mm (0.0039 in). Although very fast, vertically parted molds are not typically used by jobbing foundries due to the specialized tooling needed to run on these machines. Cores need to be set with a core mask as opposed to by hand and must hang in the mold as opposed to being set on parting surface.
227:
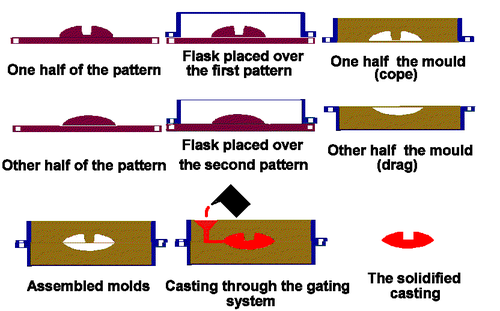
the mold may be parted and the pattern with its sprue and vent patterns removed. Additional sizing may be added and any defects introduced by the removal of the pattern are corrected. The box is closed again. This forms a "green" mold which must be dried to receive the hot metal. If the mold is not sufficiently dried a steam explosion can occur that can throw molten metal about. In some cases, the sand may be oiled instead of moistened, which makes casting possible without waiting for the sand to dry. Sand may also be bonded by chemical binders, such as furane resins or amine-hardened resins.
677:. Other advantages include no moisture related defects, no cost for binders, excellent sand permeability, and no toxic fumes from burning the binders. Finally, the pattern does not wear out because the sand does not touch it. The main disadvantage is that the process is slower than traditional sand casting so it is only suitable for low to medium production volumes; approximately 10 to 15,000 pieces a year. However, this makes it perfect for prototype work, because the pattern can be easily modified as it is made from plastic.
604:. The sand mixture is tamped down as it is added around the pattern, and the final mold assembly is sometimes vibrated to compact the sand and fill any unwanted voids in the mold. Then the pattern is removed along with the channel plug, leaving the mold cavity. The casting liquid (typically molten metal) is then poured into the mold cavity. After the metal has solidified and cooled, the casting is separated from the sand mold. There is typically no mold release agent, and the mold is generally destroyed in the removal process.
608:
of pockets in the pattern. Air-set molds can produce castings with smoother surfaces than coarse green sand but this method is primarily chosen when deep narrow pockets in the pattern are necessary, due to the expense of the plastic used in the process. Air-set castings can typically be easily identified by the burnt color on the surface. The castings are typically shot blasted to remove that burnt color. Surfaces can also be later ground and polished, for example when making a large
373:, must be used on surfaces perpendicular to the parting line, in order to be able to remove the pattern from the mold. This requirement also applies to cores, as they must be removed from the core box in which they are formed. The sprue and risers must be arranged to allow a proper flow of metal and gasses within the mold in order to avoid an incomplete casting. Should a piece of core or mold become dislodged it may be embedded in the final casting, forming a
798:
series so typical for the jobbing foundries. Modern matchplate molding machine is capable of high molding quality, less casting shift due to machine-mold mismatch (in some cases less than 0.15 mm (0.0059 in)), consistently stable molds for less grinding and improved parting line definition. In addition, the machines are enclosed for a cleaner, quieter working environment with reduced operator exposure to safety risks or service-related problems.
340:
222:, the top and bottom halves of which are known respectively as the cope and drag) is prepared to receive the pattern. Molding boxes are made in segments that may be latched to each other and to end closures. For a simple object—flat on one side—the lower portion of the box, closed at the bottom, will be filled with a molding sand. The sand is packed in through a vibratory process called ramming, and in this case, periodically
47:
31:
332:. After being filled with liquid metal the box is set aside until the metal is sufficiently cool to be strong. The sand is then removed, revealing a rough casting that, in the case of iron or steel, may still be glowing red. In the case of metals that are significantly heavier than the casting sand, such as iron or lead, the casting flask is often covered with a heavy plate to prevent a problem known as
206:
233:(AM) can be used in the sand mold preparation, so that instead of the sand mold being formed via packing sand around a pattern, it is 3D-printed. This can reduce lead times for casting by obviating patternmaking. Besides replacing older methods, additive can also complement them in hybrid models, such as making a variety of AM-printed cores for a cavity derived from a traditional pattern.
943:— This refers to the sand's ability to withstand the temperature of the liquid metal being cast without breaking down. For example, some sands only need to withstand 650 °C (1,202 °F) if casting aluminum alloys, whereas steel needs a sand that will withstand 1,500 °C (2,730 °F). Sand with too low refractoriness will melt and fuse to the casting.
758:
1053:
377:, which may render the casting unusable. Gas pockets can cause internal voids. These may be immediately visible or may only be revealed after extensive machining has been performed. For critical applications, or where the cost of wasted effort is a factor, non-destructive testing methods may be applied before further work is performed.
146:
360:—that adds resistance to tensile cracking and smooths the rough surface. And when high precision is required, various machining operations (such as milling or boring) are made to finish critical areas of the casting. Examples of this would include the boring of cylinders and milling of the deck on a cast engine block.
781:
1011:— This is the ability of the sand to be easily stripped off the casting after it has solidified. Sands with poor collapsibility will adhere strongly to the casting. When casting metals that contract a lot during cooling or with long freezing temperature ranges a sand with poor collapsibility will cause cracking and
1201:) above 1,100 °C (2,010 °F). Its fusion point is 1,750 °C (3,180 °F) and has low thermal expansion. It is the second cheapest sand, however it is still twice as expensive as silica. Its disadvantages are very coarse grains, which result in a poor surface finish, and it is limited to
1167:) and one-third silica. It has the highest fusion point of all the base sands at 2,600 °C (4,710 °F), a very low thermal expansion, and a high thermal conductivity. Because of these good properties it is commonly used when casting alloy steels and other expensive alloys. It is also used as a
672:
The V-process is known for not requiring a draft because the plastic film has a certain degree of lubricity and it expands slightly when the vacuum is drawn in the flask. The process has high dimensional accuracy, with a tolerance of ±0.010 in for the first inch and ±0.002 in/in thereafter.
624:
Cold box uses organic and inorganic binders that strengthen the mold by chemically adhering to the sand. This type of mold gets its name from not being baked in an oven like other sand mold types. This type of mold is more accurate dimensionally than green-sand molds but is more expensive. Thus it is
615:
During casting, some of the components of the sand mixture are lost in the thermal casting process. Green sand can be reused after adjusting its composition to replenish the lost moisture and additives. The pattern itself can be reused indefinitely to produce new sand molds. The sand molding process
1652:
Whereas in former times the kings my forefathers had created bronze statues imitating real-life forms to put on display inside their temples, but in their method of work they had exhausted all the craftsmen, for lack of skill and failure to understand the principles they needed so much oil, wax and
668:
is draped over the pattern and a vacuum is drawn (200 to 400 mmHg (27 to 53 kPa)). A special vacuum forming flask is placed over the plastic pattern and is filled with a free-flowing sand. The sand is vibrated to compact the sand and a sprue and pouring cup are formed in the cope. Another
637:
and catalyst. Rather than being rammed, the molding sand is poured into the flask and held until the resin solidifies, which occurs at room temperature. This type of molding also produces a better surface finish than other types of sand molds. Because no heat is involved it is called a cold-setting
607:
The accuracy of the casting is limited by the type of sand and the molding process. Sand castings made from coarse green sand impart a rough texture to the surface, and this makes them easy to identify. Castings made from fine green sand can shine as cast but are limited by the depth to width ratio
226:
level. The surface of the sand may then be stabilized with a sizing compound. The pattern is placed on the sand and another molding box segment is added. Additional sand is rammed over and around the pattern. Finally a cover is placed on the box and it is turned and unlatched, so that the halves of
1125:. Its main advantage is that it is free from silica, therefore it can be used with basic metals, such as manganese steels. Other advantages include a low thermal expansion, high thermal conductivity, and high fusion point. Finally, it is safer to use than silica, therefore it is popular in Europe.
409:
These castings are made using sand molds formed from "wet" sand which contains water and organic bonding compounds, typically referred to as clay. The name "green sand" comes from the fact that the sand mold is not "set", it is still in the "green" or uncured state even when the metal is poured in
797:
The method alike to the DISA's (DISAMATIC) vertical molding is flaskless, however horizontal. The matchplate molding technology is today used widely. Its great advantage is inexpensive pattern tooling, easiness of changing the molding tooling, thus suitability for manufacturing castings in short
88:
Molds made of sand are relatively cheap, and sufficiently refractory even for steel foundry use. In addition to the sand, a suitable bonding agent (usually clay) is mixed or occurs with the sand. The mixture is moistened, typically with water, but sometimes with other substances, to develop the
793:
The principle of the matchplate, meaning pattern plates with two patterns on each side of the same plate, was developed and patented in 1910, fostering the perspectives for future sand molding improvements. However, first in the early sixties the
American company Hunter Automated Machinery
750:
Today there are many manufacturers of the automatic horizontal flask molding lines. The major disadvantages of these systems is high spare parts consumption due to multitude of movable parts, need of storing, transporting and maintaining the flasks and productivity limited to approximately
1592:
powder can be used to prevent mold cracking and metal penetration, essentially improving refractoriness. Silica flour (fine silica) and zircon flour also improve refractoriness, especially in ferrous castings. The disadvantages to these additives is that they greatly reduce permeability.
701:
and/or jolt-squeeze devices that compacted the sand in the flasks. Subsequent mold handling was mechanical using cranes, hoists and straps. After core setting the copes and drags were coupled using guide pins and clamped for closer accuracy. The molds were manually pushed off on a roller
1585:, can be used to increase dry strength (the strength of the mold after curing) and improve surface finish. Cereal binders also improve collapsibility and reduce shakeout time because they burn off when the metal is poured. The disadvantage to cereal binders is that they are expensive.
1753:. In 1940, thermal sand reclamation was applied for molding and core sands. In 1952, the "D-process" was developed for making shell molds with fine, pre-coated sand. In 1953, the hotbox core sand process in which the cores are thermally cured was invented. In 1954, a new core binder—
589:. When these are used, they are collectively called "air set" sand castings to distinguish them from "green sand" castings. Two types of molding sand are natural bonded (bank sand) and synthetic (lake sand); the latter is generally preferred due to its more consistent composition.
689:. The basic process stages of the mechanical molding and casting process are similar to those described under the manual sand casting process. The technical and mental development however was so rapid and profound that the character of the sand casting process changed radically.
1021:— The availability and cost of the sand is very important because for every ton of metal poured, three to six tons of sand is required. Although sand can be screened and reused, the particles eventually become too fine and require periodic replacement with fresh sand.
368:
The part to be made and its pattern must be designed to accommodate each stage of the process, as it must be possible to remove the pattern without disturbing the molding sand and to have proper locations to receive and position the cores. A slight taper, known as
1078:
of pure silica is 1,760 °C (3,200 °F), however the sands used have a lower melting point due to impurities. For high melting point casting, such as steels, a minimum of 98% pure silica sand must be used; however for lower melting point metals, such as
1280:
instead of a heat to cure the binder. Resin binders are quite popular because different properties can be achieved by mixing with various additives. Other advantages include good collapsibility, low gassing, and they leave a good surface finish on the casting.
1601:
To get the pattern out of the mold, prior to casting, a parting compound is applied to the pattern to ease removal. They can be a liquid or a fine powder (particle diameters between 75 and 150 micrometres (0.0030 and 0.0059 in)). Common powders include
1558:
casting defects when casting high temperature metals. These materials are beneficial because burn-off when the metal is poured creates tiny voids in the mold, allowing the sand particles to expand. They also increase collapsibility and reduce shakeout time.
1684:
set a record by producing 1 million cars, in the process consuming one-third of the total casting production in the U.S. As the automobile industry grew the need for increased casting efficiency grew. The increasing demand for castings in the growing
1256:, used to be used as a binder, however due to their increasing cost, they have been mostly phased out. The oil also required careful baking at 100 to 200 °C (212 to 392 °F) to cure (if overheated, the oil becomes brittle, wasting the mold).
1024:
In large castings it is economical to use two different sands, because the majority of the sand will not be in contact with the casting, so it does not need any special properties. The sand that is in contact with the casting is called
989:— The size and shape of the sand particles defines the best surface finish achievable, with finer particles producing a better finish. However, as the particles become finer (and surface finish improves) the permeability becomes worse.
179:. Different scaled rules are used for different metals, because each metal and alloy contracts by an amount distinct from all others. Patterns also have core prints that create registers within the molds into which are placed sand
596:, forming a mold cavity. If necessary, a temporary plug is placed in the sand and touching the pattern in order to later form a channel into which the casting fluid can be poured. Air-set molds are often formed with the help of a
355:
may be applied to relieve stresses from the initial cooling and to add hardness—in the case of steel or iron, by quenching in water or oil. The casting may be further strengthened by surface compression treatment—like
802:
503:, which is present at a ratio of less than 5%, partially combusts in the presence of the molten metal, leading to offgassing of organic vapors. Green sand casting for non-ferrous metals does not use coal additives, since the
273:
Cores are apparatus used to generate hollow cavities or internal features which cannot be formed using pattern alone in moulding, cores are usually made using sand, but some processes also use permanent cores made of metal.
1144:. Its advantages are a low percentage of silica, a very high fusion point (1,850 °C (3,360 °F)), and a very high thermal conductivity. Its disadvantage is its costliness, therefore it is only used with expensive
289:. Usually sand-molded, cores are inserted into the casting box after removal of the pattern. Whenever possible, designs are made that avoid the use of cores, due to the additional set-up time, mass and thus greater cost.
183:. Such cores, sometimes reinforced by wires, are used to create under-cut profiles and cavities which cannot be molded with the cope and drag, such as the interior passages of valves or cooling passages in engine blocks.
1479:
174:
into shape. The metal to be cast will contract during solidification, and this may be non-uniform due to uneven cooling. Therefore, the pattern must be slightly larger than the finished product, a difference known as
876:
There is no machine-specific standard for sand-mold manufacturing equipment. The ANSI B11 family of standards includes some generic machine-tool standards that could be applied to this type of machinery, including:
1519:, may be added to the molding material to prevent wetting (prevention of liquid metal sticking to sand particles, thus leaving them on the casting surface), improve surface finish, decrease metal penetration, and
1732:
clay instead of simple fire clay as the bonding additive to the molding sand. This increased tremendously the green and dry strength of the molds. In 1918, the first fully automated foundry for fabricating hand
893:
Functional Safety for
Equipment (Electrical/Fluid Power Control Systems) General Principles for the Design of Safety Control Systems Using ISO 13849-1, ANSI B11.26. American National Standards Institute (ANSI).
1523:. These additives achieve this by creating gases at the surface of the mold cavity, which prevent the liquid metal from adhering to the sand. Reducing agents are not used with steel casting, because they can
714:
Increasing quality requirements made it necessary to increase the mold stability by applying steadily higher squeeze pressure and modern compaction methods for the sand in the flasks. In early fifties the
1029:, and is designed for the casting on hand. This sand will be built up around the pattern to a thickness of 30 to 100 mm (1.2 to 3.9 in). The sand that fills in around the facing sand is called
1484:
The advantage to this binder is that it can be used at room temperature and is fast. The disadvantage is that its high strength leads to shakeout difficulties and possibly hot tears (probably due to
190:, various feeders which maintain a good metal 'feed', and in-gates which attach the runner system to the casting cavity. Gas and steam generated during casting exit through the permeable sand or via
557:
that causes rapid expansion of the grains. Olivine and chromite also offer greater density, which cools the metal faster, thereby producing finer grain structures in the metal. Since they are not
538:
in the workers. Iron foundries expend considerable effort on aggressive dust collection to capture this fine silica. Various types of respiratory-protective equipment are also used in foundries.
545:
from alpha quartz to beta quartz at 680 °C (1250 °F). Often, combustible additives such as wood flour are added to create spaces for the grains to expand without deforming the mold.
868:
for functional safety. Additional type C standards may also be necessary for conveyors, robotics or other equipment that may be needed to support the operation of the mold-making equipment.
747:
drop over the pre-compacted sand mold was developed (sand-impulse and gas-impact). The general working principle for most of the horizontal flask line systems is shown on the sketch below.
247:, in the mold. The associated rapid local cooling will form a finer-grained structure and may form a somewhat harder metal at these locations. In ferrous castings, the effect is similar to
526:
The choice of sand has a lot to do with the temperature at which the metal is poured. At the temperatures that copper and iron are poured, the clay is inactivated by the heat, in that the
836:
343:
Left: Corebox, with resulting (wire reinforced) cores directly below. Right:- Pattern (used with the core) and the resulting casting below (the wires are from the remains of the core)
739:
powered pistons or multi-piston systems were used for the sand compaction in the flasks. This method produced much more stable and accurate molds than it was possible manually or
612:. After molding, the casting is covered with a residue of oxides, silicates and other compounds. This residue can be removed by various means, such as grinding, or shot blasting.
828:
719:
molding was developed and applied in mechanical and later automatic flask lines. The first lines were using jolting and vibrations to pre-compact the sand in the flasks and
937:, are defined by eight characteristics: refractoriness, chemical inertness, permeability, surface finish, cohesiveness, flowability, collapsibility, and availability/cost.
2559:
491:
There are many recipes for the proportion of clay, but they all strike different balances between moldability, surface finish, and ability of the hot molten metal to
884:
Performance
Requirements for Risk Reduction Measures: Safeguarding and other Means of Reducing Risk, ANSI B11.19. American National Standards Institute (ANSI). 2019.
1090:
Silica sand is the most commonly used sand because of its great abundance, and, thus, low cost (therein being its greatest advantage). Its disadvantages are high
735:. The subsequent mold handling including turn-over, assembling, pushing-out on a conveyor were accomplished either manually or automatically. In the late fifties
2521:
861:
857:
847:
661:. The pattern is specially vented so that a vacuum can be pulled through it. A heat-softened thin sheet (0.003 to 0.008 in (0.076 to 0.203 mm)) of
292:
With a completed mold at the appropriate moisture content, the box containing the sand mold is then positioned for filling with molten metal—typically
983:, such as blow holes and gas holes, occur in the casting. Note that for each cubic centimeter (cc) of water added to the mold 1600 cc of steam is produced.
1044:
is the type used to make the mold or core without any binder. Because it does not have a binder it will not bond together and is not usable in this state.
616:
has been used for many centuries to produce castings manually. Since 1950, partially automated casting processes have been developed for production lines.
731:
In the first automatic horizontal flask lines the sand was shot or slung down on the pattern in a flask and squeezed with hydraulic pressure of up to 140
1915:
848:
Safety requirements for foundry moulding and coremaking machinery and plant associated equipment, EN 710. European
Committee for Standardization (CEN).
1102:
metals because it will chemically interact with the metal, forming surface defects. Finally, it releases silica particulates during the pour, risking
853:
865:
1648:(704–681 BC) cast massive bronzes of up to 30 tonnes, and claims to have been the first to have used clay molds rather than the "lost-wax" method:
1314:
2552:
1980:
77:
material. The term "sand casting" can also refer to an object produced via the sand casting process. Sand castings are produced in specialized
2473:
2352:
2286:
89:
strength and plasticity of the clay and to make the aggregate suitable for molding. The sand is typically contained in a system of frames or
963:— This refers to the sand's ability to exhaust gases. This is important because during the pouring process many gases are produced, such as
825:
Canada does not have a machine-specific voluntary technical standard for sand-mold making machinery. This type of machinery is covered by:
657:) is a variation of the sand casting process for most ferrous and non-ferrous metals, in which unbonded sand is held in the flask with a
336:
Floating the mold occurs when the pressure of the metal pushes the sand above the mold cavity out of shape, causing the casting to fail.
1500:
Additives are added to the molding components to improve: surface finish, dry strength, refractoriness, and "cushioning properties".
2545:
2514:
2454:
2433:
1895:
887:
Safety
Requirements for the Integration of Machinery into a System, ANSI B11.20. American National Standards Institute (ANSI). 2017.
638:
process. Common flask materials that are used are wood, metal, and plastic. Common metals cast into no-bake molds are brass, iron (
2384:
673:
Cross-sections as small as 0.090 in (2.3 mm) are possible. The surface finish is very good, usually between 150 and 125
2824:
2582:
259:
of the casting. In controlling the way a casting freezes, it is possible to prevent internal voids or porosity inside castings.
1701:
1276:(PF) resins. PF resins have a higher heat resistance than UF resins and cost less. There are also cold-set resins, which use a
1205:. Mold washes are used to overcome the surface finish problems. This sand is usually used when casting large steel workpieces.
255:
work. The inner diameter of an engine cylinder is made hard by a chilling core. In other metals, chills may be used to promote
2741:
2407:
The Book of
Knowledge of Ingenious Mechanical Devices (Kitab fi Ma'rifat al-Hiyal al-Handasiyya) by ibn al-Razzaz al-Jazari
410:
the mould. Green sand is not green in color, but "green" in the sense that it is used in a wet state (akin to green wood).
2067:
1704:
to faster casting production but rather several. Improvements were made in molding speed, molding sand preparation, sand
1171:(a coating applied to the molding cavity) to improve surface finish. However, it is expensive and not readily available.
170:
of the object to be produced, using wood, metal, or a plastic such as expanded polystyrene. Sand can be ground, swept or
2507:
1705:
685:
With the fast development of the car and machine building industry the casting consuming areas called for steady higher
633:
No-bake molds are expendable sand molds, similar to typical sand molds, except they also contain a quick-setting liquid
1296:) is a high strength binder used with silica molding sand both for cores and molds. To cure a mixture of finely ground
949:— The sand must not react with the metal being cast. This is especially important with highly reactive metals, such as
2597:
1005:– The ability for the sand to flow into intricate details and tight corners without special processes or equipment.
890:
Safety
Requirements for Transfer Machines, ANSI B11.24. American National Standards Institute (ANSI). 2002 (R2020).
278:
256:
1216:
are added to a base sand to bond the sand particles together (i.e. it is the glue that holds the mold together).
794:
Corporation launched its first automatic flaskless, horizontal molding line applying the matchplate technology.
2634:
897:
Sound Level
Measurement Guidelines, ANSI B11.TR5. American National Standards Institute (ANSI). 2006 (R2017).
2798:
2490:
Sand
Molding at Hopewell Furnace (18th-19th century techniques) - U.S. National Park Service (YouTube video)
1742:
1614:
and water-based silicon solutions. The latter are more commonly used with metal and large wooden patterns.
1070:) sand is the sand found on a beach and is also the most commonly used sand. It is either made by crushing
2619:
1689:
and machine building industry during and after World War I and World War II, stimulated new inventions in
1662:
209:
Sand molding tools and books used in Auckland and Nelson, New Zealand, between approximately 1946 and 1960
102:
98:
2700:
2680:
1887:
1674:
1284:
MDI (methylene diphenyl diisocyanate) is also a commonly used binder resin in the foundry core process.
348:
347:
After casting, the cores are broken up by rods or shot and removed from the casting. The metal from the
2027:
2675:
2639:
2624:
1792:
1786:
1709:
1095:
586:
558:
268:
180:
74:
2405:
1520:
2721:
2369:
1273:
186:
Paths for the entrance of metal into the mold cavity constitute the runner system and include the
2614:
2587:
1724:
company Beardsley & Piper. In 1912, the first sand mixer with individually mounted revolving
1681:
814:
1845:
from the casting. In US practice, a riser is another term for a feeder to the top of a casting.
1308:) gas is used. The mixture is exposed to the gas at ambient temperature reacting as following:
1168:
1033:. This sand is simply silica sand with only a small amount of binder and no special additives.
2773:
2768:
2690:
2607:
2602:
2469:
2450:
2429:
2381:
2348:
2292:
2282:
1962:
1891:
1269:
1091:
609:
126:
106:
1771:; instead of the sand mold being formed via packing sand around a pattern, it is 3D-printed.
2340:
1952:
1769:
additive manufacturing began to be applied to sand mold preparation in commercial production
1658:
1485:
1099:
674:
554:
241:
To control the solidification structure of the metal, it is possible to place metal plates,
1945:
Tanaffos Journal of Respiratory Diseases, Thoracic Surgery, Intensive Care and Tuberculosis
813:
With automated mold manufacturing came additional workplace safety requirements. Different
339:
2695:
2665:
2388:
1808:
1293:
1160:
999:) — This is the ability of the sand to retain a given shape after the pattern is removed.
980:
527:
504:
243:
191:
187:
94:
385:
In general, we can distinguish between two methods of sand casting; the first one using
46:
2716:
1957:
1940:
1758:
1717:
1301:
1228:
and water is the most commonly used binder. There are two types of clay commonly used:
1137:
972:
720:
492:
352:
42:(top and bottom halves, respectively) of a sand mold, with cores in place on the drag.
30:
2818:
2670:
2644:
2568:
2494:
1721:
1690:
1623:
1508:
1249:
1118:
716:
601:
597:
282:
219:
62:
881:
Safety of Machinery, ANSI B11.0. American National Standards Institute (ANSI). 2020.
817:
apply depending on the geopolitical jurisdiction where the machinery is to be used.
2685:
2649:
2530:
1746:
1670:
1634:
1555:
1075:
968:
964:
744:
698:
686:
562:
404:
387:
357:
202:
In addition to patterns, the sand molder could also use tools to create the holes.
205:
171:
2444:
2355:. Translation by the author, reproduced by permission of Oxford University Press.
1783: – Manufacturing process in which a liquid is poured into a mold to solidify
1728:
was marketed by the Simpson Company. In 1915, the first experiments started with
2592:
2401:
2377:
2364:
1826:
1803:
1754:
1645:
1611:
1265:
1245:
1145:
1084:
581:
method uses dry sand bonded with materials other than clay, using a fast curing
541:
The sand also has the dimensional instability associated with the conversion of
370:
230:
110:
2076:
1074:
or taken from natural occurring locations, such as beaches and river beds. The
2793:
2788:
2489:
2003:
1797:
1741:
went into production. In the 1930s the first high-frequency coreless electric
1694:
1589:
1253:
740:
736:
732:
512:
484:
454:
1488:) in the casting. The mixed sodium silicate and sand may also be heated by a
2783:
2778:
2345:
The Mystery of the Hanging Garden of Babylon: An Elusive World Wonder Traced
2296:
1750:
1738:
1729:
1524:
1233:
1229:
1186:
1183:
1103:
1080:
1071:
1057:
950:
771:
535:
464:
415:
317:
313:
309:
2177:
1966:
1474:{\displaystyle {\ce {{Na2O(SiO2)}+ CO2 <=> {Na2CO3}+ {2SiO2}+ Heat}}}
507:
created does not prevent oxidation. Green sand for aluminum typically uses
277:
To produce cavities within the casting—such as for liquid cooling in
1094:, which can cause casting defects with high melting point metals, and low
829:
Safeguarding of machinery, CSA Z432. Canadian Standards Association. 2016.
569:, and subsequently they do not form hazardous sub-micron sized particles.
85:. In 2003, over 60% of all metal castings were produced via sand casting.
2276:
2111:
1818:
1607:
1582:
1575:
1551:
1547:
1516:
1512:
1489:
1300:(e.g. by using a sand muller) and 3 to 4% of sodium silicate the binder,
1277:
1179:
1133:
1098:, which can lead to unsound casting. It also cannot be used with certain
1015:
in the casting. Special additives can be used to improve collapsibility.
1012:
954:
846:
The primary standard for sand-mold manufacturing equipment in the EU is:
703:
582:
550:
516:
500:
458:
430:
411:
17:
1052:
145:
132:
Incorporate the pattern and sand in a gating system. Remove the pattern.
2803:
2763:
2731:
1941:"Respiratory Health and Cross-Shift Changes of Foundry Workers in Iran"
1916:"Foundry Says Robotic Sand Printing a "Game Changer" for Metal Casting"
1822:
1812:
1780:
1734:
1713:
1641:
1567:
1531:
1114:
757:
662:
639:
546:
508:
496:
450:
194:, which are added either in the pattern itself, or as separate pieces.
82:
78:
1939:
Mayam Saraei; Habibbolah Masoudi; Omid Aminian; Nazanin Izadi (2018).
1571:
1156:
1141:
1122:
1063:
658:
566:
542:
531:
520:
478:
442:
422:
301:
248:
223:
50:
Two sets of castings (bronze and aluminium) from the above sand mold.
801:
1841:'Riser' (UK) is a term for an up-runner, in which the poured metal
1087:
metals, a lower purity sand can be used (between 94 and 98% pure).
2736:
2726:
1543:
976:
634:
305:
297:
252:
204:
45:
29:
2746:
1789: – Metallurgical casting defect, common sand casting defect
1725:
1603:
1539:
1535:
1297:
1225:
833:
In addition, the electrical safety requirements are covered by:
665:
468:
329:
321:
293:
66:
2541:
2503:
2499:
906:
There are four main components for making a sand casting mold:
780:
2374:
1686:
1578:
743:. In the late sixties mold compaction by fast air pressure or
414:, "green sand" is not a type of sand on its own (that is, not
325:
800:
144:
1981:"Respirator Use and Practices in Primary Metal Operations"
1264:
Resin binders are natural or synthetic high melting point
2424:
Degarmo, E. Paul; Black, J T.; Kohser, Ronald A. (2003),
1768:
1460:
1438:
1425:
1371:
1350:
1330:
837:
Industrial Electrical Machinery, CSA C22.2 No. 301. 2016.
105:
are created by compacting the sand around models called
2029:
Metal Casting Techniques - Vacuum ("V") Process Molding
1530:
Up to 3% of "cushioning material", such as wood flour,
592:
With both methods, the sand mixture is packed around a
2367:, "Mechanical Engineering in the Medieval Near East",
1909:
1907:
1395:
2443:
Todd, Robert H.; Allen, Dell K.; Alting, Leo (1994),
1317:
553:, etc. are therefore used because they do not have a
27:
Metal casting process using sand as the mold material
2281:. A. Kumar, Narendra B. Dahotre. Amsterdam: Boston.
1749:
was invented by adding magnesium to the widely used
418:
in the geologic sense), but is rather a mixture of:
2709:
2658:
2575:
1800: – Tool used in injection molding and printing
162:From the design, provided by a designer, a skilled
2143:
2099:
2051:
1473:
351:and risers is cut from the rough casting. Various
1403:
1402:
1385:
1384:
1720:. In 1912, the sand slinger was invented by the
1622:Clay molds were used in ancient China since the
852:EN 710 will need to be used in conjunction with
697:The first mechanized molding lines consisted of
141:Break away the sand mold and remove the casting.
2014:
1159:sand is a compound of approximately two-thirds
625:used only in applications that necessitate it.
2410:. D. Reidel Publishing Company. pp. xiii.
2278:Materials processing and manufacturing science
1673:. Sand casting molding method was recorded by
1666:
90:
2553:
2515:
2047:
2045:
449:), 75 to 85%, sometimes with a proportion of
8:
1712:manufacturing processes, and the slow metal
109:, by carving directly into the sand, or via
2062:
2060:
770:In 1962, Dansk Industri Syndikat A/S (DISA-
2560:
2546:
2538:
2522:
2508:
2500:
2495:Different Types of Metal Casting Processes
1637:(c. 1300 BC) was made using clay molding.
710:Automatic high pressure sand molding lines
285:—negative forms are used to produce
1956:
1815:), est. 1881, specialized in sand casting
1610:, and dry silica; common liquids include
1459:
1454:
1449:
1445:
1437:
1432:
1424:
1419:
1414:
1404:
1397:
1396:
1394:
1386:
1379:
1377:
1376:
1374:
1370:
1365:
1349:
1344:
1336:
1329:
1324:
1319:
1318:
1316:
1236:, with the former being the most common.
600:having a top and bottom part, termed the
2426:Materials and Processes in Manufacturing
2312:
2310:
2308:
2306:
2251:
2249:
2247:
2210:
2208:
2206:
2204:
2202:
2178:"Beneficial Reuse Of Spent Foundry Sand"
2160:
2158:
2156:
2154:
2152:
2127:
2125:
2123:
2121:
2119:
1697:of the sand casting process technology.
1051:
585:. The latter may also be referred to as
338:
2446:Manufacturing Processes Reference Guide
1862:
1834:
1378:
1121:of iron and magnesium from the mineral
135:Fill the mold cavity with molten metal.
2466:Metal Casting: Principles and Practice
979:, which must leave the mold otherwise
723:powered pistons to compact the molds.
121:There are five steps in this process:
2270:
2268:
2266:
2264:
1202:
218:A multi-part molding box (known as a
7:
2328:
2316:
2255:
2238:
2226:
2214:
2193:
2164:
2131:
1869:
1745:was installed in the U.S. In 1943,
1677:in his book published around 1540.
2347:, Oxford University Press (2013).
412:Contrary to what the name suggests
25:
1985:Foundry Management and Technology
1757:(sodium silicate), hardened with
495:. Coal, typically referred to in
2144:Degarmo, Black & Kohser 2003
2100:Degarmo, Black & Kohser 2003
2052:Degarmo, Black & Kohser 2003
2004:Sand Casting Process Description
1268:. The two common types used are
779:
756:
511:sand (a mixture of the minerals
1914:Donaldson, Brent (2017-11-01),
766:Vertical sand flaskless molding
65:process characterized by using
2742:Semi-finished casting products
1811: – Finnish bell foundry (
1492:to achieve better rigideness.
1405:
1380:
1353:
1337:
405:Molding sand § Green sand
1:
2015:Todd, Allen & Alting 1994
1627:
815:voluntary technical standards
727:Horizontal sand flask molding
751:90–120 molds per hour.
519:, which is made by crushing
320:alloys, which often include
1764:from ambient air, came out
1148:casting and to make cores.
856:for electrical safety, and
2841:
1527:the metal during casting.
681:Fast mold making processes
402:
266:
257:directional solidification
2759:
2537:
2468:, New Age International,
2449:, Industrial Press Inc.,
1546:, can be added to reduce
706:for casting and cooling.
391:and the second being the
214:Molding box and materials
129:in sand to create a mold.
2387:25 December 2007 at the
1633:to 1046 BC). The famous
642:), and aluminum alloys.
138:Allow the metal to cool.
2825:Casting (manufacturing)
2428:(9th ed.), Wiley,
1882:Campbell, John (1993).
1507:, such as coal powder,
789:Matchplate sand molding
693:Mechanized sand molding
561:, they do not have the
2402:Hill, Donald Routledge
2382:Mechanical Engineering
2373:, May 1991, pp. 64-9 (
1920:Additive Manufacturing
1655:
1475:
1060:
805:
344:
231:Additive manufacturing
210:
149:
51:
43:
2799:Tools and terminology
2615:Investment (Lost wax)
1888:Butterworth-Heinemann
1675:Vannoccio Biringuccio
1650:
1476:
1055:
804:
403:Further information:
342:
208:
177:contraction allowance
148:
49:
33:
2275:Asthana, R. (2006).
1793:Foundry sand testing
1787:Veining (metallurgy)
1665:of metals in closed
1661:first described the
1315:
1106:in foundry workers.
1096:thermal conductivity
587:no bake mold casting
559:metamorphic minerals
269:Core (manufacturing)
2598:Evaporative-pattern
2464:Rao, T. V. (2003),
2370:Scientific American
2017:, pp. 256–257.
1462:
1440:
1427:
1391:
1373:
1352:
1332:
1274:phenol formaldehyde
1037:Types of base sands
364:Design requirements
316:alloys, or various
59:sand molded casting
1700:There was not one
1682:Ford Motor Company
1471:
1450:
1428:
1415:
1410:
1361:
1340:
1320:
1061:
947:Chemical inertness
806:
345:
334:floating the mold.
211:
150:
52:
44:
2812:
2811:
2755:
2754:
2475:978-81-224-0843-0
2353:978-0-19-966226-5
2288:978-0-08-046488-6
1597:Parting compounds
1469:
1453:
1431:
1418:
1412:
1364:
1343:
1335:
1323:
1270:urea formaldehyde
1092:thermal expansion
1019:Availability/cost
16:(Redirected from
2832:
2635:Semi-solid metal
2562:
2555:
2548:
2539:
2524:
2517:
2510:
2501:
2479:
2460:
2439:
2412:
2411:
2398:
2392:
2362:
2356:
2341:Stephanie Dalley
2338:
2332:
2326:
2320:
2314:
2301:
2300:
2272:
2259:
2253:
2242:
2236:
2230:
2224:
2218:
2212:
2197:
2191:
2185:
2184:
2182:
2174:
2168:
2162:
2147:
2141:
2135:
2129:
2114:
2109:
2103:
2097:
2091:
2090:
2088:
2087:
2081:
2075:, archived from
2074:
2064:
2055:
2049:
2040:
2039:
2037:
2036:
2024:
2018:
2012:
2006:
2001:
1995:
1994:
1992:
1991:
1977:
1971:
1970:
1960:
1936:
1930:
1929:
1927:
1926:
1911:
1902:
1901:
1879:
1873:
1867:
1846:
1839:
1659:Ismail al-Jazari
1632:
1629:
1486:quartz inversion
1480:
1478:
1477:
1472:
1470:
1467:
1463:
1461:
1458:
1451:
1441:
1439:
1436:
1429:
1426:
1423:
1416:
1413:
1411:
1409:
1408:
1401:
1393:
1392:
1390:
1383:
1375:
1372:
1369:
1362:
1357:
1356:
1351:
1348:
1341:
1333:
1331:
1328:
1321:
1203:dry sand molding
1117:is a mixture of
933:, also known as
920:parting compound
809:Safety standards
783:
760:
573:"Air set" method
555:phase transition
530:is converted to
57:, also known as
21:
2840:
2839:
2835:
2834:
2833:
2831:
2830:
2829:
2815:
2814:
2813:
2808:
2751:
2717:Casting defects
2705:
2654:
2571:
2566:
2533:
2528:
2486:
2476:
2463:
2457:
2442:
2436:
2423:
2420:
2415:
2400:
2399:
2395:
2389:Wayback Machine
2363:
2359:
2339:
2335:
2327:
2323:
2315:
2304:
2289:
2274:
2273:
2262:
2254:
2245:
2237:
2233:
2225:
2221:
2213:
2200:
2192:
2188:
2180:
2176:
2175:
2171:
2163:
2150:
2142:
2138:
2130:
2117:
2110:
2106:
2098:
2094:
2085:
2083:
2079:
2072:
2066:
2065:
2058:
2050:
2043:
2034:
2032:
2026:
2025:
2021:
2013:
2009:
2002:
1998:
1989:
1987:
1979:
1978:
1974:
1938:
1937:
1933:
1924:
1922:
1913:
1912:
1905:
1898:
1881:
1880:
1876:
1868:
1864:
1860:
1855:
1850:
1849:
1840:
1836:
1809:Juutila Foundry
1777:
1762:
1718:cupola furnaces
1630:
1620:
1599:
1521:burn-on defects
1505:reducing agents
1498:
1313:
1312:
1307:
1294:sodium silicate
1290:
1288:Sodium silicate
1262:
1242:
1222:
1211:
1200:
1196:
1192:
1177:
1166:
1161:zirconium oxide
1154:
1131:
1112:
1069:
1056:Silica sand at
1050:
1039:
981:casting defects
928:
904:
874:
844:
823:
811:
791:
786:
785:
784:
768:
763:
762:
761:
729:
712:
695:
683:
648:
631:
622:
575:
528:montmorillonite
448:
440:
436:
428:
407:
401:
383:
366:
353:heat treatments
271:
265:
239:
216:
200:
160:
155:
119:
28:
23:
22:
15:
12:
11:
5:
2838:
2836:
2828:
2827:
2817:
2816:
2810:
2809:
2807:
2806:
2801:
2796:
2791:
2786:
2781:
2776:
2771:
2766:
2760:
2757:
2756:
2753:
2752:
2750:
2749:
2744:
2739:
2734:
2729:
2724:
2719:
2713:
2711:
2707:
2706:
2704:
2703:
2698:
2693:
2688:
2683:
2678:
2673:
2668:
2662:
2660:
2656:
2655:
2653:
2652:
2647:
2642:
2637:
2632:
2627:
2622:
2620:Permanent mold
2617:
2612:
2611:
2610:
2605:
2595:
2590:
2585:
2579:
2577:
2573:
2572:
2567:
2565:
2564:
2557:
2550:
2542:
2535:
2534:
2529:
2527:
2526:
2519:
2512:
2504:
2498:
2497:
2492:
2485:
2484:External links
2482:
2481:
2480:
2474:
2461:
2455:
2440:
2434:
2419:
2416:
2414:
2413:
2393:
2357:
2333:
2321:
2302:
2287:
2260:
2243:
2231:
2219:
2198:
2186:
2169:
2148:
2146:, p. 300.
2136:
2115:
2104:
2102:, p. 311.
2092:
2056:
2054:, p. 310.
2041:
2019:
2007:
1996:
1972:
1951:(4): 285–290.
1931:
1903:
1896:
1890:. p. 49.
1874:
1861:
1859:
1856:
1854:
1851:
1848:
1847:
1833:
1832:
1831:
1830:
1816:
1806:
1801:
1795:
1790:
1784:
1776:
1773:
1767:In the 2010s,
1760:
1619:
1616:
1598:
1595:
1564:cereal binders
1497:
1494:
1482:
1481:
1466:
1457:
1448:
1444:
1435:
1422:
1407:
1400:
1389:
1382:
1368:
1360:
1355:
1347:
1339:
1327:
1305:
1302:carbon dioxide
1292:Water glass (
1289:
1286:
1261:
1258:
1250:vegetable oils
1244:Oils, such as
1241:
1238:
1221:
1220:Clay and water
1218:
1210:
1207:
1198:
1194:
1190:
1176:
1173:
1164:
1153:
1150:
1138:solid solution
1130:
1127:
1119:orthosilicates
1111:
1108:
1067:
1049:
1046:
1038:
1035:
1009:Collapsibility
987:Surface finish
973:carbon dioxide
941:Refractoriness
927:
924:
903:
902:Mold materials
900:
899:
898:
895:
891:
888:
885:
882:
873:
870:
862:EN ISO 13849-2
858:EN ISO 13849-1
843:
842:European Union
840:
822:
819:
810:
807:
790:
787:
778:
777:
776:
767:
764:
755:
754:
753:
728:
725:
721:compressed air
711:
708:
694:
691:
682:
679:
651:Vacuum molding
647:
646:Vacuum molding
644:
630:
627:
621:
618:
574:
571:
489:
488:
482:
475:
474:water, 2 to 4%
472:
462:
446:
438:
434:
426:
400:
397:
382:
379:
365:
362:
283:cylinder heads
267:Main article:
264:
261:
238:
235:
215:
212:
199:
196:
159:
156:
154:
151:
143:
142:
139:
136:
133:
130:
118:
115:
26:
24:
14:
13:
10:
9:
6:
4:
3:
2:
2837:
2826:
2823:
2822:
2820:
2805:
2802:
2800:
2797:
2795:
2792:
2790:
2787:
2785:
2782:
2780:
2777:
2775:
2772:
2770:
2767:
2765:
2762:
2761:
2758:
2748:
2745:
2743:
2740:
2738:
2735:
2733:
2730:
2728:
2725:
2723:
2720:
2718:
2715:
2714:
2712:
2708:
2702:
2699:
2697:
2694:
2692:
2689:
2687:
2684:
2682:
2679:
2677:
2674:
2672:
2671:Cope and drag
2669:
2667:
2664:
2663:
2661:
2657:
2651:
2648:
2646:
2645:Shell molding
2643:
2641:
2638:
2636:
2633:
2631:
2628:
2626:
2623:
2621:
2618:
2616:
2613:
2609:
2606:
2604:
2601:
2600:
2599:
2596:
2594:
2591:
2589:
2586:
2584:
2581:
2580:
2578:
2574:
2570:
2563:
2558:
2556:
2551:
2549:
2544:
2543:
2540:
2536:
2532:
2525:
2520:
2518:
2513:
2511:
2506:
2505:
2502:
2496:
2493:
2491:
2488:
2487:
2483:
2477:
2471:
2467:
2462:
2458:
2456:0-8311-3049-0
2452:
2448:
2447:
2441:
2437:
2435:0-471-65653-4
2431:
2427:
2422:
2421:
2417:
2409:
2408:
2403:
2397:
2394:
2390:
2386:
2383:
2379:
2376:
2372:
2371:
2366:
2361:
2358:
2354:
2350:
2346:
2342:
2337:
2334:
2331:, p. 26.
2330:
2325:
2322:
2319:, p. 25.
2318:
2313:
2311:
2309:
2307:
2303:
2298:
2294:
2290:
2284:
2280:
2279:
2271:
2269:
2267:
2265:
2261:
2258:, p. 24.
2257:
2252:
2250:
2248:
2244:
2241:, p. 23.
2240:
2235:
2232:
2229:, p. 21.
2228:
2223:
2220:
2217:, p. 20.
2216:
2211:
2209:
2207:
2205:
2203:
2199:
2196:, p. 22.
2195:
2190:
2187:
2179:
2173:
2170:
2167:, p. 19.
2166:
2161:
2159:
2157:
2155:
2153:
2149:
2145:
2140:
2137:
2134:, p. 18.
2133:
2128:
2126:
2124:
2122:
2120:
2116:
2113:
2112:B11 Standards
2108:
2105:
2101:
2096:
2093:
2082:on 2012-03-01
2078:
2071:
2070:
2069:The V-Process
2063:
2061:
2057:
2053:
2048:
2046:
2042:
2031:
2030:
2023:
2020:
2016:
2011:
2008:
2005:
2000:
1997:
1986:
1982:
1976:
1973:
1968:
1964:
1959:
1954:
1950:
1946:
1942:
1935:
1932:
1921:
1917:
1910:
1908:
1904:
1899:
1897:0-7506-1696-2
1893:
1889:
1885:
1878:
1875:
1872:, p. 15.
1871:
1866:
1863:
1857:
1852:
1844:
1838:
1835:
1828:
1824:
1820:
1817:
1814:
1810:
1807:
1805:
1802:
1799:
1796:
1794:
1791:
1788:
1785:
1782:
1779:
1778:
1774:
1772:
1770:
1765:
1763:
1756:
1752:
1748:
1744:
1740:
1736:
1731:
1727:
1723:
1719:
1715:
1711:
1707:
1703:
1698:
1696:
1692:
1691:mechanization
1688:
1683:
1680:In 1924, the
1678:
1676:
1672:
1668:
1664:
1660:
1654:
1649:
1647:
1643:
1638:
1636:
1625:
1624:Shang dynasty
1617:
1615:
1613:
1609:
1605:
1596:
1594:
1591:
1586:
1584:
1580:
1577:
1573:
1569:
1565:
1560:
1557:
1553:
1549:
1545:
1541:
1537:
1533:
1528:
1526:
1522:
1518:
1514:
1510:
1506:
1501:
1495:
1493:
1491:
1487:
1464:
1455:
1446:
1442:
1433:
1420:
1398:
1387:
1366:
1358:
1345:
1325:
1311:
1310:
1309:
1303:
1299:
1295:
1287:
1285:
1282:
1279:
1275:
1271:
1267:
1259:
1257:
1255:
1251:
1247:
1239:
1237:
1235:
1231:
1227:
1224:A mixture of
1219:
1217:
1215:
1208:
1206:
1204:
1188:
1185:
1181:
1175:Chamotte sand
1174:
1172:
1170:
1162:
1158:
1151:
1149:
1147:
1143:
1139:
1135:
1129:Chromite sand
1128:
1126:
1124:
1120:
1116:
1109:
1107:
1105:
1101:
1097:
1093:
1088:
1086:
1082:
1077:
1073:
1065:
1059:
1054:
1047:
1045:
1043:
1036:
1034:
1032:
1028:
1022:
1020:
1016:
1014:
1010:
1006:
1004:
1000:
998:
994:
990:
988:
984:
982:
978:
974:
970:
966:
962:
958:
956:
952:
948:
944:
942:
938:
936:
935:foundry sands
932:
931:Molding sands
926:Molding sands
925:
923:
921:
917:
913:
909:
901:
896:
892:
889:
886:
883:
880:
879:
878:
872:United States
871:
869:
867:
863:
859:
855:
850:
849:
841:
839:
838:
834:
831:
830:
826:
820:
818:
816:
808:
803:
799:
795:
788:
782:
775:
773:
765:
759:
752:
748:
746:
742:
741:pneumatically
738:
737:hydraulically
734:
726:
724:
722:
718:
717:high pressure
709:
707:
705:
700:
699:sand slingers
692:
690:
688:
680:
678:
676:
670:
667:
664:
660:
656:
652:
645:
643:
641:
636:
629:No-bake molds
628:
626:
619:
617:
613:
611:
605:
603:
602:cope and drag
599:
598:casting flask
595:
590:
588:
584:
580:
572:
570:
568:
564:
560:
556:
552:
548:
544:
539:
537:
533:
529:
524:
522:
518:
514:
510:
506:
502:
498:
494:
486:
483:
480:
476:
473:
470:
466:
463:
460:
456:
452:
444:
432:
424:
421:
420:
419:
417:
413:
406:
398:
396:
394:
390:
389:
380:
378:
376:
372:
363:
361:
359:
354:
350:
341:
337:
335:
331:
327:
323:
319:
315:
311:
307:
303:
299:
295:
290:
288:
284:
280:
275:
270:
262:
260:
258:
254:
250:
246:
245:
236:
234:
232:
228:
225:
221:
220:casting flask
213:
207:
203:
197:
195:
193:
189:
184:
182:
178:
173:
169:
165:
164:pattern maker
157:
152:
147:
140:
137:
134:
131:
128:
124:
123:
122:
117:Basic process
116:
114:
112:
108:
104:
100:
99:mold cavities
96:
92:
86:
84:
80:
76:
72:
68:
64:
63:metal casting
60:
56:
48:
41:
37:
32:
19:
2686:Molding sand
2640:Shaw process
2629:
2625:Plaster mold
2531:Metalworking
2465:
2445:
2425:
2418:Bibliography
2406:
2396:
2368:
2360:
2344:
2336:
2324:
2277:
2234:
2222:
2189:
2172:
2139:
2107:
2095:
2084:, retrieved
2077:the original
2068:
2033:, retrieved
2028:
2022:
2010:
1999:
1988:. Retrieved
1984:
1975:
1948:
1944:
1934:
1923:, retrieved
1919:
1883:
1877:
1865:
1842:
1837:
1766:
1747:ductile iron
1699:
1679:
1656:
1651:
1639:
1635:Houmuwu ding
1621:
1600:
1588:Up to 2% of
1587:
1563:
1562:Up to 2% of
1561:
1529:
1504:
1503:Up to 5% of
1502:
1499:
1483:
1291:
1283:
1263:
1243:
1223:
1213:
1212:
1178:
1155:
1132:
1113:
1110:Olivine sand
1089:
1076:fusion point
1062:
1041:
1040:
1031:backing sand
1030:
1026:
1023:
1018:
1017:
1008:
1007:
1002:
1001:
996:
993:Cohesiveness
992:
991:
986:
985:
961:Permeability
960:
959:
946:
945:
940:
939:
934:
930:
929:
919:
915:
911:
907:
905:
875:
851:
845:
835:
832:
827:
824:
812:
796:
792:
769:
749:
745:gas pressure
730:
713:
696:
687:productivity
684:
671:
654:
650:
649:
632:
623:
614:
606:
593:
591:
578:
576:
563:polycrystals
540:
525:
490:
408:
392:
386:
384:
374:
367:
358:shot peening
346:
333:
291:
286:
276:
272:
242:
240:
229:
217:
201:
185:
176:
167:
163:
161:
120:
87:
71:casting sand
70:
58:
55:Sand casting
54:
53:
39:
35:
2769:Fabrication
2710:Terminology
2583:Centrifugal
2378:Donald Hill
2365:Donald Hill
1827:3D printing
1804:Sand rammer
1755:water glass
1646:Sennacherib
1631: 1600
1612:mineral oil
1534:, powdered
1254:marine oils
1246:linseed oil
1182:is made by
1152:Zircon sand
1146:alloy steel
1085:non-ferrous
1048:Silica sand
1027:facing sand
1003:Flowability
471:), 5 to 11%
445:sand (ZrSiO
281:blocks and
111:3D printing
103:gate system
93:known as a
2789:Metallurgy
2659:Components
2588:Continuous
2086:2009-11-09
2035:2009-11-09
1990:2021-04-05
1925:2017-11-14
1853:References
1798:Hand mould
1702:bottleneck
1695:automation
1693:and later
1667:mold boxes
1590:iron oxide
1566:, such as
1136:sand is a
854:EN 60204-1
513:forsterite
485:anthracite
455:staurolite
433:sand (FeCr
399:Green sand
388:green sand
251:metals in
153:Components
91:mold boxes
69:—known as
2784:Machining
2779:Jewellery
2608:Lost foam
2603:Full mold
2576:Processes
1751:grey iron
1739:U.S. Army
1730:bentonite
1657:In 1206,
1556:hot crack
1525:carburize
1496:Additives
1406:⇀
1399:−
1388:−
1381:↽
1272:(UF) and
1234:kaolinite
1230:bentonite
1187:fire clay
1184:calcining
1169:mold wash
1104:silicosis
1081:cast iron
1072:sandstone
1058:Panavally
1042:Base sand
1013:hot tears
951:magnesium
916:additives
908:base sand
772:DISAMATIC
655:V-process
565:found in
536:silicosis
497:foundries
487:(0 to 1%)
465:bentonite
425:sand (SiO
416:greensand
381:Processes
318:pot metal
314:magnesium
310:aluminium
249:quenching
172:strickled
166:builds a
83:foundries
79:factories
18:Sand cast
2819:Category
2794:Smithing
2404:(1974).
2385:Archived
2329:Rao 2003
2317:Rao 2003
2297:85814321
2256:Rao 2003
2239:Rao 2003
2227:Rao 2003
2215:Rao 2003
2194:Rao 2003
2165:Rao 2003
2132:Rao 2003
1967:31143220
1884:Castings
1870:Rao 2003
1819:voxeljet
1775:See also
1737:for the
1735:grenades
1722:American
1716:rate in
1642:Assyrian
1608:graphite
1583:molasses
1576:sulphite
1552:hot tear
1548:scabbing
1517:fuel oil
1513:creosote
1490:heat gun
1278:catalyst
1248:, other
1180:Chamotte
1134:Chromite
969:nitrogen
965:hydrogen
955:titanium
918:, and a
866:EN 62061
704:conveyor
620:Cold box
583:adhesive
551:chromite
517:fayalite
501:sea-coal
459:graphite
431:chromite
395:method.
375:sand pit
224:screeded
158:Patterns
125:Place a
107:patterns
73:—as the
2804:Welding
2774:Forming
2764:Casting
2732:Foundry
2691:Pattern
2569:Casting
2183:. 1996.
1958:6534795
1823:Germany
1813:Finland
1781:Casting
1743:furnace
1714:melting
1663:casting
1618:History
1568:dextrin
1532:sawdust
1214:Binders
1209:Binders
1142:spinels
1115:Olivine
663:plastic
640:ferrous
594:pattern
579:air set
547:Olivine
523:rock).
509:olivine
481:3 to 5%
451:olivine
393:air set
168:pattern
127:pattern
81:called
61:, is a
2472:
2453:
2432:
2351:
2295:
2285:
1965:
1955:
1894:
1706:mixing
1581:, and
1572:starch
1554:, and
1542:, and
1515:, and
1157:Zircon
1123:dunite
1064:Silica
975:, and
912:binder
821:Canada
659:vacuum
567:silica
543:quartz
532:illite
521:dunite
479:sludge
477:inert
443:zircon
441:), or
423:silica
328:, and
302:bronze
279:engine
244:chills
237:Chills
192:risers
97:. The
2737:Ingot
2727:Dross
2722:Draft
2701:Sprue
2696:Riser
2681:Flask
2666:Chill
2181:(PDF)
2080:(PDF)
2073:(PDF)
1858:Notes
1843:rises
1726:plows
1669:with
1644:king
1544:straw
1536:husks
1509:pitch
1260:Resin
1100:basic
977:steam
894:2018.
635:resin
493:degas
457:, or
371:draft
349:sprue
306:brass
298:steel
287:cores
263:Cores
253:forge
198:Tools
188:sprue
181:cores
95:flask
2747:Slag
2676:Core
2650:Spin
2630:Sand
2470:ISBN
2451:ISBN
2430:ISBN
2349:ISBN
2293:OCLC
2283:ISBN
1963:PMID
1892:ISBN
1710:core
1671:sand
1640:The
1604:talc
1540:peat
1468:Heat
1298:sand
1266:gums
1252:and
1232:and
1226:clay
1197:-SiO
1163:(ZrO
1083:and
1066:(SiO
997:bond
995:(or
953:and
910:, a
860:and
733:bars
666:film
610:bell
577:The
515:and
469:clay
330:zinc
322:lead
294:iron
101:and
75:mold
67:sand
40:drag
38:and
36:cope
34:The
2593:Die
2375:cf.
1953:PMC
1825:),
1687:car
1579:lye
1452:SiO
1342:SiO
1304:(CO
1240:Oil
1189:(Al
1140:of
864:or
675:rms
499:as
429:),
326:tin
2821::
2380:,
2343:,
2305:^
2291:.
2263:^
2246:^
2201:^
2151:^
2118:^
2059:^
2044:^
1983:.
1961:.
1949:17
1947:.
1943:.
1918:,
1906:^
1886:.
1759:CO
1708:,
1628:c.
1606:,
1574:,
1570:,
1550:,
1538:,
1511:,
1430:CO
1417:Na
1363:CO
1322:Na
971:,
967:,
957:.
922:.
914:,
549:,
505:CO
453:,
324:,
312:,
308:,
304:,
300:,
296:,
113:.
2561:e
2554:t
2547:v
2523:e
2516:t
2509:v
2478:.
2459:.
2438:.
2391:)
2299:.
2089:.
2038:.
1993:.
1969:.
1928:.
1900:.
1829:,
1821:(
1761:2
1626:(
1465:+
1456:2
1447:2
1443:+
1434:3
1421:2
1367:2
1359:+
1354:)
1346:2
1338:(
1334:O
1326:2
1306:2
1199:2
1195:3
1193:O
1191:2
1165:2
1068:2
653:(
467:(
461:.
447:4
439:4
437:O
435:2
427:2
20:)
Text is available under the Creative Commons Attribution-ShareAlike License. Additional terms may apply.