605:
while the other spins counter clockwise. It has been shown that, for a given cross sectional area and degree of overlap (intermeshing), axial velocity and degree of mixing is higher in co-rotating twin extruders. However, pressure buildup is higher in counter-rotating extruders. The screw design is commonly modular in that various conveying and mixing elements are arranged on the shafts to allow for rapid reconfiguration for a process change or replacement of individual components due to wear or corrosive damage. The machine sizes range from as small as 12 mm to as large as 380mm
531:
563:
292:, plastic conducts its heat away 2,000 times more slowly. In a tube or pipe extrusion line, a sealed water bath is acted upon by a carefully controlled vacuum to keep the newly formed and still molten tube or pipe from collapsing. For products such as plastic sheeting, the cooling is achieved by pulling through a set of cooling rolls. For films and very thin sheeting, air cooling can be effective as an initial cooling stage, as in blown film extrusion.
376:
124:
313:
479:. If the film is drawn more than it is blown (the final tube diameter is close to the extruded diameter) the polymer molecules will be highly aligned with the draw direction, making a film that is strong in that direction, but weak in the transverse direction. A film that has significantly larger diameter than the extruded diameter will have more strength in the transverse direction, but less in the draw direction.
2529:
25:
255:
193:
527:, such as PVC pipes, is manufactured using very similar dies as used in blown film extrusion. Positive pressure can be applied to the internal cavities through the pin, or negative pressure can be applied to the outside diameter using a vacuum sizer to ensure correct final dimensions. Additional lumens or holes may be introduced by adding the appropriate inner mandrels to the die.
448:
471:
exiting the die; this can result in uneven flow. Spider dies consist of a central mandrel attached to the outer die ring via a number of "legs"; while flow is more symmetrical than in annular dies, a number of weld lines are produced which weaken the film. Spiral dies remove the issue of weld lines and asymmetrical flow, but are by far the most complex.
321:
549:
There are two different types of die tooling used for coating over a wire, tubing (or jacketing) and pressure. In jacketing tooling, the polymer melt does not touch the inner wire until immediately before the die lips. In pressure tooling, the melt contacts the inner wire long before it reaches the
183:
This process starts by feeding plastic material (pellets, granules, flakes or powders) from a hopper into the barrel of the extruder. The material is gradually melted by the mechanical energy generated by turning screws and by heaters arranged along the barrel. The molten polymer is then forced into
596:
traditional extrusion, there is a wide range in machine sizes depending on application and desired throughput. While either single- or double-screw extruders may be used in traditional extrusion, the necessity of adequate mixing in compounding extrusion makes twin-screw extruders all but mandatory.
582:
is using a blown or cast film process to coat an additional layer onto an existing rollstock of paper, foil or film. For example, this process can be used to improve the characteristics of paper by coating it with polyethylene to make it more resistant to water. The extruded layer can also be used
498:
that are too thick to be blown. There are two types of dies used: T-shaped and coat hanger. The purpose of these dies is to reorient and guide the flow of polymer melt from a single round output from the extruder to a thin, flat planar flow. In both die types ensure constant, uniform flow across
250:
Extra heat is contributed by the intense pressure and friction taking place inside the barrel. In fact, if an extrusion line is running certain materials fast enough, the heaters can be shut off and the melt temperature maintained by pressure and friction alone inside the barrel. In most extruders,
604:
There are two sub-types of twin screw extruders: co-rotating and counter-rotating. This nomenclature refers to the relative direction each screw spins compared to the other. In co-rotation mode, both screws spin either clockwise or counter clockwise; in counter-rotation, one screw spins clockwise
558:
Coextrusion is the extrusion of multiple layers of material simultaneously. This type of extrusion utilizes two or more extruders to melt and deliver a steady volumetric throughput of different viscous plastics to a single extrusion head (die) which will extrude the materials in the desired form.
474:
The melt is cooled somewhat before leaving the die to yield a weak semi-solid tube. This tube's diameter is rapidly expanded via air pressure, and the tube is drawn upwards with rollers, stretching the plastic in both the transverse and draw directions. The drawing and blowing cause the film to be
279:
in the barrel. Back pressure is required for uniform melting and proper mixing of the polymer, and how much pressure is generated can be "tweaked" by varying screen pack composition (the number of screens, their wire weave size, and other parameters). This breaker plate and screen pack combination
595:
Compounding extrusion is a process that mixes one or more polymers with additives to give plastic compounds. The feeds may be pellets, powder and/or liquids, but the product is usually in pellet form, to be used in other plastic-forming processes such as extrusion and injection molding. As with
355:
Often screw length is referenced to its diameter as L:D ratio. For instance, a 6-inch-diameter (150 mm) screw at 24:1 will be 144 inches (12 ft) long, and at 32:1 it is 192 inches (16 ft) long. An L:D ratio of 25:1 is common, but some machines go up to 40:1 for more mixing and more
283:
After passing through the breaker plate, molten plastic enters the die. The die is what gives the final product its profile and must be designed so that the molten plastic evenly flows from a cylindrical profile, to the product's profile shape. Uneven flow at this stage can produce a product with
503:
or "chill" rolls). In sheet extrusion, these rolls not only deliver the necessary cooling but also determine sheet thickness and surface texture. Often co-extrusion is used to apply one or more layers on top of a base material to obtain specific properties such as UV-absorption, texture, oxygen
570:
In many real-world scenarios, a single polymer cannot meet all the demands of an application. Compound extrusion allows a blended material to be extruded, but coextrusion retains the separate materials as different layers in the extruded product, allowing appropriate placement of materials with
470:
This process is the same as a regular extrusion process up until the die. There are three main types of dies used in this process: annular (or crosshead), spider, and spiral. Annular dies are the simplest, and rely on the polymer melt channeling around the entire cross section of the die before
238:
The material enters through the feed throat (an opening near the rear of the barrel) and comes into contact with the screw. The rotating screw (normally turning at e.g. 120 rpm) forces the plastic beads forward into the heated barrel. The desired extrusion temperature is rarely equal to the set
613:
A great advantage of extrusion is that profiles such as pipes can be made to any length. If the material is sufficiently flexible, pipes can be made at long lengths even coiling on a reel. Another advantage is the extrusion of pipes with integrated coupler including rubber seal.
132:
243:-controlled heater zones gradually increase the temperature of the barrel from the rear (where the plastic enters) to the front. This allows the plastic beads to melt gradually as they are pushed through the barrel and lowers the risk of overheating which may cause
550:
die lips; this is done at a high pressure to ensure good adhesion of the melt. If intimate contact or adhesion is required between the new layer and existing wire, pressure tooling is used. If adhesion is not desired/necessary, jacketing tooling is used instead.
308:
There are five possible zones in a thermoplastic screw. Since terminology is not standardized in the industry, different names may refer to these zones. Different types of polymer will have differing screw designs, some not incorporating all of the possible zones.
200:
The first precursors to the modern extruder were developed in the early 19th century. In 1820, Thomas
Hancock invented a rubber "masticator" designed to reclaim processed rubber scraps, and in 1836 Edwin Chaffee developed a two-roller machine to mix additives into
266:
plastic leaves the screw and travels through a screen pack to remove any contaminants in the melt. The screens are reinforced by a breaker plate (a thick metal puck with many holes drilled through it) since the pressure at this point can exceed 5,000
141:
434:
There are a variety of dies used in plastics extrusion. While there can be significant differences between die types and complexity, all dies allow for the continuous extrusion of polymer melt, as opposed to non-continuous processing such as
559:
This technology is used on any of the processes described above (blown film, overjacketing, tubing, sheet). The layer thicknesses are controlled by the relative speeds and sizes of the individual extruders delivering the materials.
225:
into the barrel of the extruder. Additives such as colorants and UV inhibitors (in either liquid or pellet form) are often used and can be mixed into the resin prior to arriving at the hopper. The process has much in common with
515:. Orientation (i.e. ability/ available density of the sheet to be drawn to the mold which can vary in depths from 1 to 36 inches typically) is highly important and greatly affects forming cycle times for most plastics.
379:
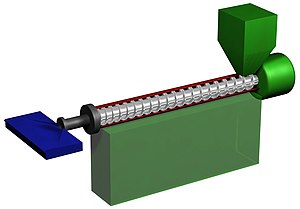
HDPE pipe during extrusion. The HDPE material is coming from the heater, into the die, then into the cooling tank. This Acu-Power conduit pipe is co-extruded - black inside with a thin orange jacket, to designate power
347:
Decompression zone. In this zone, about two-thirds down the screw, the channel suddenly gets deeper, which relieves the pressure and allows any trapped gases (moisture, air, solvents, or reactants) to be drawn out by
299:
or other raw materials after cleaning, sorting and/or blending. This material is commonly extruded into filaments suitable for chopping into the bead or pellet stock to use as a precursor for further processing.
287:
The product must now be cooled, and this is usually achieved by pulling the extrudate through a water bath. Plastics are very good thermal insulators and are therefore difficult to cool quickly. Compared to
135:
338:
Metering zone (also called the melt conveying zone): this zone melts the last particles and mixes to a uniform temperature and composition. Like the feed zone, the channel depth is constant throughout this
139:
138:
134:
133:
140:
234:
can offer many similar profiles in continuous lengths, usually with added reinforcing, this is achieved by pulling the finished product out of a die instead of extruding the polymer melt through a die.
351:
Second metering zone. This zone is similar to the first metering zone, but with greater channel depth. It serves to repressurize the melt to get it through the resistance of the screens and the die.
486:. As the film continues to cool, it is drawn through several sets of nip rollers to flatten it into lay-flat tubing, which can then be spooled or slit into two or more rolls of sheeting.
137:
251:
cooling fans are present to keep the temperature below a set value if too much heat is generated. If forced air cooling proves insufficient then cast-in cooling jackets are employed.
367:
in the barrel wall for temperature control. The "temperature profile" i.e., the temperature of each zone is very important to the quality and characteristics of the final extrudate.
284:
unwanted residual stresses at certain points in the profile which can cause warping upon cooling. A wide variety of shapes can be created, restricted to continuous profiles.
983:
546:
Over jacketing extrusion allows for the application of an outer layer of plastic onto an existing wire or cable. This is the typical process for insulating wires.
239:
temperature of the barrel due to viscous heating and other effects. In most processes, a heating profile is set for the barrel in which three or more independent
335:
Melting zone (also called the transition or compression zone): most of the polymer is melted in this section, and the channel depth gets progressively smaller.
332:
Feed zone (also called the solids conveying zone): this zone feeds the resin into the extruder, and the channel depth is usually the same throughout the zone.
2117:
136:
2027:
538:
Multi-layer tubing applications are also ever present within the automotive industry, plumbing & heating industry and packaging industry.
852:
825:
699:
1429:
867:
Shah, A and Gupta, M (2004). "Comparison of the flow in co-rotating and counter-rotating twin-screw extruders". ANTEC, www.plasticflow.com.
511:, where the sheet is heated until soft (plastic), and formed via a mold into a new shape. When vacuum is used, this is often described as
938:
2413:
42:
2383:
1231:
907:
720:
108:
2353:
748:
475:
thinner than the extruded tube, and also preferentially aligns the polymer molecular chains in the direction that sees the most
89:
2087:
1941:
1786:
413:
364:
61:
2192:
46:
482:
In the case of polyethylene and other semi-crystalline polymers, as the film cools it crystallizes at what is known as the
2303:
1256:
68:
1459:
788:
2348:
2232:
1464:
1246:
268:
356:
output at the same screw diameter. Two-stage (vented) screws are typically 36:1 to account for the two extra zones.
2557:
2552:
1991:
476:
75:
35:
2446:
2408:
2338:
2328:
1266:
1126:
1053:
968:
644:
230:
from the point of the extruder technology, although it differs in that it is usually a continuous process. While
2333:
2202:
1801:
1221:
1191:
1081:
530:
157:
57:
499:
the entire cross sectional area of the die. Cooling is typically by pulling through a set of cooling rolls (
2363:
1986:
1906:
1766:
1294:
931:
2082:
1791:
1494:
1226:
1206:
429:
320:
280:
also eliminates the "rotational memory" of the molten plastic and creates instead, "longitudinal memory".
2511:
2461:
2441:
2388:
1721:
1671:
1394:
1389:
1048:
1038:
1013:
483:
2481:
2343:
1871:
1186:
1018:
654:
209:, Germany. Shortly after, Roberto Colombo of LMP developed the first twin screw extruders in Italy.
2368:
2177:
1976:
1816:
1696:
1156:
649:
634:
244:
2533:
2496:
2456:
2308:
2217:
2182:
2132:
2017:
1726:
1596:
1566:
1504:
1241:
1141:
1121:
1116:
1023:
924:
409:
205:. The first thermoplastic extrusion was in 1935 by Paul Troester and his wife Ashley Gershoff in
464:
562:
82:
2501:
2486:
2358:
2278:
2273:
2187:
2147:
2127:
2097:
2077:
1956:
1926:
1761:
1334:
1216:
1176:
1058:
1043:
998:
973:
903:
848:
842:
821:
815:
716:
695:
639:
579:
524:
436:
296:
227:
2516:
2506:
2323:
2152:
2107:
2067:
2057:
1921:
1836:
1616:
1514:
1409:
1384:
1299:
1251:
1196:
1028:
993:
978:
963:
659:
571:
differing properties such as oxygen permeability, strength, stiffness, and wear resistance.
161:
2476:
2471:
2451:
2373:
2293:
2248:
2212:
2167:
2102:
2072:
1826:
1811:
1716:
1611:
1509:
1106:
1003:
375:
123:
2436:
2431:
2403:
2253:
2227:
2222:
2112:
2032:
2022:
1936:
1911:
1881:
1841:
1656:
1591:
1534:
1439:
1424:
1404:
1314:
1166:
1161:
1086:
512:
312:
240:
2546:
2393:
2288:
2258:
2207:
2197:
2142:
2122:
1931:
1901:
1846:
1571:
1434:
1181:
1008:
988:
508:
417:
397:
389:
384:
Typical plastic materials that are used in extrusion include but are not limited to:
276:
218:
177:
694:
Tadmor and Gogos (2006). ‘’Principles of
Polymer Processing’’. John Wiley and Sons.
2037:
1966:
1896:
1886:
1876:
1861:
1796:
1701:
1581:
1561:
1554:
1544:
1539:
1444:
1369:
1339:
1304:
1271:
1171:
1146:
495:
460:
456:
385:
360:
217:
In the extrusion of plastics, the raw compound material is commonly in the form of
173:
165:
794:
897:
2318:
2283:
2157:
1946:
1821:
1806:
1771:
1751:
1741:
1711:
1681:
1661:
1606:
1529:
1344:
1276:
1261:
1211:
1096:
629:
405:
24:
254:
192:
2398:
2378:
2268:
2137:
2062:
1951:
1866:
1731:
1691:
1666:
1631:
1601:
1524:
1499:
1449:
1319:
1151:
1136:
1111:
1091:
1033:
393:
231:
878:
681:
2491:
2298:
2092:
1981:
1971:
1961:
1916:
1891:
1736:
1621:
1576:
1519:
1286:
1131:
1063:
947:
447:
221:(small beads, often called resin) that are gravity fed from a top mounted
184:
a die, which shapes the polymer into a shape that hardens during cooling.
2313:
2263:
2172:
2042:
2001:
1831:
1756:
1746:
1651:
1586:
1489:
1474:
1419:
1359:
1236:
1201:
1101:
584:
500:
263:
222:
2052:
2047:
1996:
1706:
1454:
1309:
206:
153:
2466:
1851:
1549:
1414:
1379:
1374:
1349:
1329:
202:
169:
1856:
1776:
1676:
1399:
624:
561:
529:
446:
401:
374:
319:
311:
295:
Plastic extruders are also extensively used to reprocess recycled
289:
253:
191:
130:
122:
1686:
1626:
1364:
275:). The screen pack/breaker plate assembly also serves to create
920:
1781:
1484:
1479:
1469:
1354:
1324:
841:
Giles, Harold F.; Wagner, John R.; Mount, Eldridge M. (2005),
272:
18:
877:
TEPPFA, The
European Plastic Pipes and Fittings Association.
790:
Process, Methods and
Features of plastic extrusion technology
680:
TEPPFA, The
European Plastic Pipes and Fittings Association.
916:
507:
A common post-extrusion process for plastic sheet stock is
494:
Sheet/film extrusion is used to extrude plastic sheets or
844:
Extrusion: the definitive processing guide and handbook
583:
as an adhesive to bring two other materials together.
896:
Todd, Robert H.; Allen, Dell K.; Alting, Leo (1994),
127:
Cross-section of a plastic extruder to show the screw
777:. Intermediate Technology Publication. pp. 6–7.
152:
is a high-volume manufacturing process in which raw
2422:
2241:
2010:
1640:
1285:
1072:
954:
258:
Plastic extruder cut in half to show the components
49:. Unsourced material may be challenged and removed.
566:5 :5 Layer co-extrusion of cosmetic "squeeze" tube
160:. Extrusion produces items such as pipe/tubing,
984:Modified atmosphere/modified humidity packaging
735:
463:, and continuous sheeting is achieved using a
932:
504:permeation resistance, or energy reflection.
343:In addition, a vented (two-stage) screw has:
145:Short video on injection molding (9 min 37 s)
8:
2118:Hazard analysis and critical control points
939:
925:
917:
2028:Automatic identification and data capture
587:is a commercial example of this process.
109:Learn how and when to remove this message
534:A Boston Matthews Medical Extrusion Line
899:Manufacturing Processes Reference Guide
672:
359:Each zone is equipped with one or more
156:is melted and formed into a continuous
7:
1430:Flexible intermediate bulk container
459:for products such as food packages,
328:Most screws have these three zones:
324:Extruder screws From Boston Matthews
47:adding citations to reliable sources
16:Melted plastic manufacturing process
2414:Vertical form fill sealing machine
749:"HOW TO SOLVE BLOWN FILM PROBLEMS"
14:
2384:Rotary wheel blow molding systems
1232:Purdue Improved Crop Storage bags
775:Small Scale Recycling of Plastics
2528:
2527:
2354:Mechanical brake stretch wrapper
817:Concise encyclopedia of plastics
316:A simple plastic extrusion screw
262:At the front of the barrel, the
23:
2088:Electronic article surveillance
1942:Shock and vibration data logger
1787:Linear low-density polyethylene
847:, William Andrew, p. 151,
414:acrylonitrile butadiene styrene
180:coatings, and wire insulation.
34:needs additional citations for
2193:Radio-frequency identification
451:Blow extrusion of plastic film
1:
2304:Extended core stretch wrapper
1257:Single-serve coffee container
736:Todd, Allen & Alting 1994
1460:Insulated shipping container
2349:Material-handling equipment
2233:Verification and validation
1465:Intermediate bulk container
1247:Self-heating food packaging
814:Rosato, Marlene G. (2000),
754:. Lyondell Chemical Company
371:Typical extrusion materials
2576:
1992:Time temperature indicator
711:Rauwendaal, Chris (2001),
427:
2525:
2447:Environmental engineering
2409:Turntable stretch wrapper
2339:Lineshaft roller conveyor
2329:Injection molding machine
1267:Toothpaste pump dispenser
1127:Disposable food packaging
969:Child-resistant packaging
902:, Industrial Press Inc.,
820:, Springer, p. 245,
713:Polymer Extrusion, 4th ed
645:Fused deposition modeling
228:plastic injection molding
2334:Label printer applicator
2203:Shearing (manufacturing)
1802:Low-density polyethylene
1222:Pharmaceutical packaging
1192:Low plastic water bottle
1082:Alternative wine closure
542:Over jacketing extrusion
2364:Orbital stretch wrapper
1987:Temperature data logger
1907:Pressure-sensitive tape
1767:Humidity indicator card
1295:Aerosol spray dispenser
2083:Die forming (plastics)
1792:Liquid packaging board
1495:Multilayered packaging
1227:Plastic milk container
1207:Optical disc packaging
879:"Production Processes"
682:"Production Processes"
567:
535:
452:
430:Die forming (plastics)
381:
325:
317:
259:
197:
146:
128:
2512:Sustainable packaging
2462:Life-cycle assessment
2442:Closed-loop box reuse
2389:Seed-counting machine
1722:Corrugated fiberboard
1672:Biodegradable plastic
1395:Corrugated box design
1049:Sustainable packaging
1039:Shelf-ready packaging
1014:Packaging engineering
565:
533:
450:
378:
323:
315:
257:
195:
144:
126:
2482:PET bottle recycling
2344:Logistics automation
1872:Plastic-coated paper
1019:Resealable packaging
773:John Vogler (1984).
655:Industrial finishing
490:Sheet/film extrusion
443:Blown film extrusion
43:improve this article
2534:Category: Packaging
2369:Packaging machinery
2178:Product development
1977:Tamper-evident band
1817:Modified atmosphere
1157:Foam food container
738:, pp. 223–227.
650:Gravimetric blender
635:3D printer extruder
591:Compound extrusions
455:The manufacture of
245:polymer degradation
58:"Plastic extrusion"
2497:Reusable packaging
2457:Industrial ecology
2218:Ultrasonic welding
2183:Production control
2133:Injection moulding
2018:Aseptic processing
1727:Corrugated plastic
1597:Steel and tin cans
1567:Shipping container
1505:Packet (container)
1242:Seasonal packaging
1142:Evidence packaging
1122:Currency packaging
1117:Cosmetic packaging
1024:Reusable packaging
568:
536:
453:
410:polyvinyl chloride
382:
326:
318:
260:
198:
150:Plastics extrusion
147:
129:
2558:Forming processes
2553:Plastics industry
2540:
2539:
2502:Reverse logistics
2487:Plastic recycling
2359:Multihead weigher
2279:Cartoning machine
2274:Cap torque tester
2188:Quality assurance
2163:Plastic extrusion
2128:Induction sealing
2098:Extrusion coating
1957:Staple (fastener)
1927:Security printing
1762:Hot-melt adhesive
1335:Biodegradable bag
1177:Glass milk bottle
1059:Tamper resistance
999:Package pilferage
974:Contract packager
854:978-0-8155-1473-2
827:978-0-7923-8496-0
700:978-0-471-38770-1
640:Extrusion coating
600:Types of extruder
580:Extrusion coating
575:Extrusion coating
437:injection molding
142:
119:
118:
111:
93:
2565:
2531:
2530:
2517:Waste management
2507:Source reduction
2324:Industrial robot
2228:Vacuum packaging
2153:Package tracking
2108:Glass production
2068:Corona treatment
2058:Containerization
1922:Screw cap (wine)
1837:Oxygen scavenger
1300:Aluminium bottle
1252:Screw cap (wine)
1197:Luxury packaging
1029:Reuse of bottles
994:Package delivery
979:Edible packaging
964:Active packaging
941:
934:
927:
918:
912:
883:
882:
874:
868:
865:
859:
857:
838:
832:
830:
811:
805:
804:
803:
802:
793:, archived from
785:
779:
778:
770:
764:
763:
761:
759:
753:
745:
739:
733:
727:
725:
708:
702:
692:
686:
685:
677:
660:Thermal cleaning
519:Tubing extrusion
162:weatherstripping
143:
114:
107:
103:
100:
94:
92:
51:
27:
19:
2575:
2574:
2568:
2567:
2566:
2564:
2563:
2562:
2543:
2542:
2541:
2536:
2521:
2477:Paper recycling
2472:Packaging waste
2452:Glass recycling
2424:
2418:
2374:Pallet inverter
2294:Conveyor system
2249:Barcode printer
2237:
2213:Track and trace
2168:Plastic welding
2103:Flame treatment
2073:Curtain coating
2006:
1827:Nonwoven fabric
1812:Metallised film
1717:Container glass
1644:
1642:
1636:
1612:Tub (container)
1510:Padded envelope
1281:
1107:Case-ready meat
1074:
1068:
1004:Package testing
956:
950:
945:
910:
895:
892:
887:
886:
876:
875:
871:
866:
862:
855:
840:
839:
835:
828:
813:
812:
808:
800:
798:
787:
786:
782:
772:
771:
767:
757:
755:
751:
747:
746:
742:
734:
730:
723:
710:
709:
705:
693:
689:
679:
678:
674:
669:
664:
620:
611:
602:
593:
577:
556:
544:
521:
492:
445:
432:
426:
373:
306:
215:
190:
131:
115:
104:
98:
95:
52:
50:
40:
28:
17:
12:
11:
5:
2573:
2572:
2569:
2561:
2560:
2555:
2545:
2544:
2538:
2537:
2526:
2523:
2522:
2520:
2519:
2514:
2509:
2504:
2499:
2494:
2489:
2484:
2479:
2474:
2469:
2464:
2459:
2454:
2449:
2444:
2439:
2437:Can collecting
2434:
2432:Biodegradation
2428:
2426:
2420:
2419:
2417:
2416:
2411:
2406:
2404:Tape dispenser
2401:
2396:
2391:
2386:
2381:
2376:
2371:
2366:
2361:
2356:
2351:
2346:
2341:
2336:
2331:
2326:
2321:
2316:
2311:
2306:
2301:
2296:
2291:
2286:
2281:
2276:
2271:
2266:
2261:
2256:
2254:Barcode reader
2251:
2245:
2243:
2239:
2238:
2236:
2235:
2230:
2225:
2223:Vacuum forming
2220:
2215:
2210:
2205:
2200:
2195:
2190:
2185:
2180:
2175:
2170:
2165:
2160:
2155:
2150:
2145:
2140:
2135:
2130:
2125:
2120:
2115:
2113:Graphic design
2110:
2105:
2100:
2095:
2090:
2085:
2080:
2075:
2070:
2065:
2060:
2055:
2050:
2045:
2040:
2035:
2033:Blow fill seal
2030:
2025:
2023:Authentication
2020:
2014:
2012:
2008:
2007:
2005:
2004:
1999:
1994:
1989:
1984:
1979:
1974:
1969:
1964:
1959:
1954:
1949:
1944:
1939:
1937:Shock detector
1934:
1929:
1924:
1919:
1914:
1912:Pump dispenser
1909:
1904:
1899:
1894:
1889:
1884:
1882:Plastic pallet
1879:
1874:
1869:
1864:
1859:
1854:
1849:
1844:
1842:Package handle
1839:
1834:
1829:
1824:
1819:
1814:
1809:
1804:
1799:
1794:
1789:
1784:
1779:
1774:
1769:
1764:
1759:
1754:
1749:
1744:
1739:
1734:
1729:
1724:
1719:
1714:
1709:
1704:
1699:
1694:
1689:
1684:
1679:
1674:
1669:
1664:
1659:
1657:Aluminium foil
1654:
1648:
1646:
1638:
1637:
1635:
1634:
1629:
1624:
1619:
1614:
1609:
1604:
1599:
1594:
1592:Stand-up pouch
1589:
1584:
1579:
1574:
1569:
1564:
1559:
1558:
1557:
1547:
1542:
1537:
1535:Plastic bottle
1532:
1527:
1522:
1517:
1512:
1507:
1502:
1497:
1492:
1487:
1482:
1477:
1472:
1467:
1462:
1457:
1452:
1447:
1442:
1440:Folding carton
1437:
1432:
1427:
1425:Euro container
1422:
1417:
1412:
1407:
1405:Disposable cup
1402:
1397:
1392:
1387:
1382:
1377:
1372:
1367:
1362:
1357:
1352:
1347:
1342:
1337:
1332:
1327:
1322:
1317:
1315:Antistatic bag
1312:
1307:
1302:
1297:
1291:
1289:
1283:
1282:
1280:
1279:
1274:
1269:
1264:
1259:
1254:
1249:
1244:
1239:
1234:
1229:
1224:
1219:
1214:
1209:
1204:
1199:
1194:
1189:
1184:
1179:
1174:
1169:
1167:Fuel container
1164:
1162:Food packaging
1159:
1154:
1149:
1144:
1139:
1134:
1129:
1124:
1119:
1114:
1109:
1104:
1099:
1094:
1089:
1087:Ammunition box
1084:
1078:
1076:
1070:
1069:
1067:
1066:
1061:
1056:
1054:Tamper-evident
1051:
1046:
1041:
1036:
1031:
1026:
1021:
1016:
1011:
1006:
1001:
996:
991:
986:
981:
976:
971:
966:
960:
958:
952:
951:
946:
944:
943:
936:
929:
921:
915:
914:
908:
891:
888:
885:
884:
869:
860:
853:
833:
826:
806:
780:
765:
740:
728:
721:
703:
687:
671:
670:
668:
665:
663:
662:
657:
652:
647:
642:
637:
632:
627:
621:
619:
616:
610:
607:
601:
598:
592:
589:
576:
573:
555:
552:
543:
540:
520:
517:
513:vacuum forming
491:
488:
477:plastic strain
444:
441:
428:Main article:
425:
422:
404:(polyamides),
372:
369:
353:
352:
349:
341:
340:
336:
333:
305:
302:
214:
211:
189:
186:
176:and sheeting,
117:
116:
31:
29:
22:
15:
13:
10:
9:
6:
4:
3:
2:
2571:
2570:
2559:
2556:
2554:
2551:
2550:
2548:
2535:
2524:
2518:
2515:
2513:
2510:
2508:
2505:
2503:
2500:
2498:
2495:
2493:
2490:
2488:
2485:
2483:
2480:
2478:
2475:
2473:
2470:
2468:
2465:
2463:
2460:
2458:
2455:
2453:
2450:
2448:
2445:
2443:
2440:
2438:
2435:
2433:
2430:
2429:
2427:
2421:
2415:
2412:
2410:
2407:
2405:
2402:
2400:
2397:
2395:
2394:Shrink tunnel
2392:
2390:
2387:
2385:
2382:
2380:
2377:
2375:
2372:
2370:
2367:
2365:
2362:
2360:
2357:
2355:
2352:
2350:
2347:
2345:
2342:
2340:
2337:
2335:
2332:
2330:
2327:
2325:
2322:
2320:
2317:
2315:
2312:
2310:
2307:
2305:
2302:
2300:
2297:
2295:
2292:
2290:
2289:Check weigher
2287:
2285:
2282:
2280:
2277:
2275:
2272:
2270:
2267:
2265:
2262:
2260:
2259:Bottling line
2257:
2255:
2252:
2250:
2247:
2246:
2244:
2240:
2234:
2231:
2229:
2226:
2224:
2221:
2219:
2216:
2214:
2211:
2209:
2208:Thermoforming
2206:
2204:
2201:
2199:
2198:Roll slitting
2196:
2194:
2191:
2189:
2186:
2184:
2181:
2179:
2176:
2174:
2171:
2169:
2166:
2164:
2161:
2159:
2156:
2154:
2151:
2149:
2146:
2144:
2143:Laser cutting
2141:
2139:
2136:
2134:
2131:
2129:
2126:
2124:
2123:Hermetic seal
2121:
2119:
2116:
2114:
2111:
2109:
2106:
2104:
2101:
2099:
2096:
2094:
2091:
2089:
2086:
2084:
2081:
2079:
2076:
2074:
2071:
2069:
2066:
2064:
2061:
2059:
2056:
2054:
2051:
2049:
2046:
2044:
2041:
2039:
2036:
2034:
2031:
2029:
2026:
2024:
2021:
2019:
2016:
2015:
2013:
2009:
2003:
2000:
1998:
1995:
1993:
1990:
1988:
1985:
1983:
1980:
1978:
1975:
1973:
1970:
1968:
1965:
1963:
1960:
1958:
1955:
1953:
1950:
1948:
1945:
1943:
1940:
1938:
1935:
1933:
1932:Security tape
1930:
1928:
1925:
1923:
1920:
1918:
1915:
1913:
1910:
1908:
1905:
1903:
1902:Polypropylene
1900:
1898:
1895:
1893:
1890:
1888:
1885:
1883:
1880:
1878:
1875:
1873:
1870:
1868:
1865:
1863:
1860:
1858:
1855:
1853:
1850:
1848:
1847:Packaging gas
1845:
1843:
1840:
1838:
1835:
1833:
1830:
1828:
1825:
1823:
1820:
1818:
1815:
1813:
1810:
1808:
1805:
1803:
1800:
1798:
1795:
1793:
1790:
1788:
1785:
1783:
1780:
1778:
1775:
1773:
1770:
1768:
1765:
1763:
1760:
1758:
1755:
1753:
1750:
1748:
1745:
1743:
1740:
1738:
1735:
1733:
1730:
1728:
1725:
1723:
1720:
1718:
1715:
1713:
1710:
1708:
1705:
1703:
1700:
1698:
1695:
1693:
1690:
1688:
1685:
1683:
1680:
1678:
1675:
1673:
1670:
1668:
1665:
1663:
1660:
1658:
1655:
1653:
1650:
1649:
1647:
1639:
1633:
1630:
1628:
1625:
1623:
1620:
1618:
1615:
1613:
1610:
1608:
1605:
1603:
1600:
1598:
1595:
1593:
1590:
1588:
1585:
1583:
1580:
1578:
1575:
1573:
1572:Shipping tube
1570:
1568:
1565:
1563:
1560:
1556:
1553:
1552:
1551:
1548:
1546:
1543:
1541:
1538:
1536:
1533:
1531:
1528:
1526:
1523:
1521:
1518:
1516:
1513:
1511:
1508:
1506:
1503:
1501:
1498:
1496:
1493:
1491:
1488:
1486:
1483:
1481:
1478:
1476:
1473:
1471:
1468:
1466:
1463:
1461:
1458:
1456:
1453:
1451:
1448:
1446:
1443:
1441:
1438:
1436:
1435:Flexible tank
1433:
1431:
1428:
1426:
1423:
1421:
1418:
1416:
1413:
1411:
1408:
1406:
1403:
1401:
1398:
1396:
1393:
1391:
1388:
1386:
1383:
1381:
1378:
1376:
1373:
1371:
1368:
1366:
1363:
1361:
1358:
1356:
1353:
1351:
1348:
1346:
1343:
1341:
1338:
1336:
1333:
1331:
1328:
1326:
1323:
1321:
1318:
1316:
1313:
1311:
1308:
1306:
1303:
1301:
1298:
1296:
1293:
1292:
1290:
1288:
1284:
1278:
1275:
1273:
1270:
1268:
1265:
1263:
1260:
1258:
1255:
1253:
1250:
1248:
1245:
1243:
1240:
1238:
1235:
1233:
1230:
1228:
1225:
1223:
1220:
1218:
1215:
1213:
1210:
1208:
1205:
1203:
1200:
1198:
1195:
1193:
1190:
1188:
1185:
1183:
1180:
1178:
1175:
1173:
1170:
1168:
1165:
1163:
1160:
1158:
1155:
1153:
1150:
1148:
1145:
1143:
1140:
1138:
1135:
1133:
1130:
1128:
1125:
1123:
1120:
1118:
1115:
1113:
1110:
1108:
1105:
1103:
1100:
1098:
1095:
1093:
1090:
1088:
1085:
1083:
1080:
1079:
1077:
1071:
1065:
1062:
1060:
1057:
1055:
1052:
1050:
1047:
1045:
1042:
1040:
1037:
1035:
1032:
1030:
1027:
1025:
1022:
1020:
1017:
1015:
1012:
1010:
1009:Package theft
1007:
1005:
1002:
1000:
997:
995:
992:
990:
989:Overpackaging
987:
985:
982:
980:
977:
975:
972:
970:
967:
965:
962:
961:
959:
953:
949:
942:
937:
935:
930:
928:
923:
922:
919:
911:
909:0-8311-3049-0
905:
901:
900:
894:
893:
889:
880:
873:
870:
864:
861:
856:
850:
846:
845:
837:
834:
829:
823:
819:
818:
810:
807:
797:on 2013-02-02
796:
792:
791:
784:
781:
776:
769:
766:
750:
744:
741:
737:
732:
729:
724:
722:3-446-21774-6
718:
714:
707:
704:
701:
697:
691:
688:
683:
676:
673:
666:
661:
658:
656:
653:
651:
648:
646:
643:
641:
638:
636:
633:
631:
628:
626:
623:
622:
617:
615:
608:
606:
599:
597:
590:
588:
586:
581:
574:
572:
564:
560:
553:
551:
547:
541:
539:
532:
528:
526:
518:
516:
514:
510:
509:thermoforming
505:
502:
497:
489:
487:
485:
480:
478:
472:
468:
466:
462:
461:shopping bags
458:
449:
442:
440:
438:
431:
423:
421:
419:
418:polycarbonate
415:
411:
407:
403:
399:
395:
391:
390:polypropylene
387:
377:
370:
368:
366:
362:
361:thermocouples
357:
350:
346:
345:
344:
337:
334:
331:
330:
329:
322:
314:
310:
303:
301:
298:
297:plastic waste
293:
291:
285:
281:
278:
277:back pressure
274:
270:
265:
256:
252:
248:
246:
242:
236:
233:
229:
224:
220:
212:
210:
208:
204:
194:
187:
185:
181:
179:
178:thermoplastic
175:
174:plastic films
171:
170:window frames
167:
166:deck railings
163:
159:
155:
151:
125:
121:
113:
110:
102:
91:
88:
84:
81:
77:
74:
70:
67:
63:
60: –
59:
55:
54:Find sources:
48:
44:
38:
37:
32:This article
30:
26:
21:
20:
2423:Environment,
2162:
2038:Blow molding
1967:Stretch wrap
1897:Polyethylene
1887:Plastic wrap
1877:Plastic film
1862:Paper pallet
1797:Living hinge
1702:Coated paper
1582:Spray bottle
1562:Security bag
1555:Water sachet
1545:Salvage drum
1540:Retort pouch
1445:Glass bottle
1340:Blister pack
1305:Aluminum can
1272:Water bottle
1172:Gas cylinder
1147:Field ration
1044:Shelf-stable
898:
890:Bibliography
872:
863:
843:
836:
816:
809:
799:, retrieved
795:the original
789:
783:
774:
768:
756:. Retrieved
743:
731:
712:
706:
690:
675:
612:
603:
594:
578:
569:
557:
548:
545:
537:
522:
506:
493:
481:
473:
469:
457:plastic film
454:
433:
386:polyethylene
383:
358:
354:
342:
327:
307:
304:Screw design
294:
286:
282:
261:
249:
237:
216:
199:
182:
149:
148:
120:
105:
99:October 2009
96:
86:
79:
72:
65:
53:
41:Please help
36:verification
33:
2319:Heat sealer
2284:Case sealer
2158:Papermaking
2078:Die cutting
2043:Calendering
1947:Shrink wrap
1822:Molded pulp
1807:Meat diaper
1772:Kraft paper
1752:Foam peanut
1742:Double seam
1712:Coextrusion
1682:Bubble wrap
1662:Bail handle
1607:Thermal bag
1530:Plastic bag
1345:Boil-in-bag
1277:Wine bottle
1262:Spray paint
1217:Popcorn bag
1212:Oyster pail
1097:Beer bottle
630:3D printing
554:Coextrusion
406:polystyrene
164:, fencing,
2547:Categories
2399:Staple gun
2379:Palletizer
2269:Can seamer
2138:Lamination
2063:Converting
1952:Slip sheet
1867:Paperboard
1732:Cushioning
1692:Cellophane
1667:Bioplastic
1645:components
1632:Wooden box
1602:Tetra Brik
1525:Paper sack
1500:Multi-pack
1450:Gunny sack
1320:Bag-in-box
1287:Containers
1152:Flour sack
1137:Egg carton
1112:Coffee bag
1092:Banana box
1034:Shelf life
801:2012-08-01
715:, Hanser,
667:References
609:Advantages
484:frost line
465:blown film
416:(ABS) and
394:polyacetal
232:pultrusion
69:newspapers
2492:Recycling
2299:Drum pump
2242:Machinery
2093:Extrusion
2011:Processes
1982:Tear tape
1972:Susceptor
1962:Strapping
1917:Screw cap
1892:Polyester
1737:Desiccant
1641:Materials
1622:Unit load
1577:Skin pack
1520:Paper bag
1390:Clamshell
1132:Drink can
1064:Wrap rage
948:Packaging
758:31 August
523:Extruded
424:Die types
2425:post-use
2314:Heat gun
2264:Calender
2173:Printing
2002:Velostat
1997:Tinplate
1832:Overwrap
1757:Gel pack
1747:Flip-top
1652:Adhesive
1587:Squround
1490:Mesh bag
1475:Jerrycan
1420:Envelope
1360:Bulk box
1237:Sand bag
1202:Milk bag
1187:Juicebox
1102:Box wine
1075:packages
618:See also
585:Tetrapak
501:calender
196:اکسترودر
2148:Molding
2053:Coating
2048:Canning
1707:Coating
1697:Closure
1455:Inhaler
1310:Ampoule
1182:Growler
1073:Product
955:General
412:(PVC),
398:acrylic
380:cables.
348:vacuum.
219:nurdles
213:Process
207:Hamburg
188:History
158:profile
154:plastic
83:scholar
2532:
2467:Litter
2309:Filler
1852:Pallet
1550:Sachet
1415:Endcap
1380:Carton
1375:Carboy
1350:Bottle
1330:Barrel
957:topics
906:
851:
824:
719:
698:
525:tubing
467:line.
388:(PE),
264:molten
223:hopper
203:rubber
85:
78:
71:
64:
56:
1857:Paper
1777:Label
1677:BoPET
1400:Crate
752:(PDF)
625:Craft
496:films
402:nylon
339:zone.
290:steel
90:JSTOR
76:books
1687:Bung
1627:Vial
1617:Tube
1515:Pail
1410:Drum
1385:Chub
1370:Case
1365:Cage
904:ISBN
849:ISBN
822:ISBN
760:2012
717:ISBN
696:ISBN
365:RTDs
271:(34
62:news
1782:Lid
1643:and
1485:Keg
1480:Jug
1470:Jar
1355:Box
1325:Bag
363:or
273:MPa
269:psi
241:PID
45:by
2549::
439:.
420:.
408:,
400:,
396:,
392:,
247:.
172:,
168:,
940:e
933:t
926:v
913:.
881:.
858:.
831:.
762:.
726:.
684:.
112:)
106:(
101:)
97:(
87:·
80:·
73:·
66:·
39:.
Text is available under the Creative Commons Attribution-ShareAlike License. Additional terms may apply.