255:. A shot is the volume of material that is used to fill the mould cavity, compensate for shrinkage, and provide a cushion (approximately 10% of the total shot volume, which remains in the barrel and prevents the screw from bottoming out) to transfer pressure from the screw to the mould cavity. When enough material has gathered, the material is forced at high pressure and velocity into the part forming cavity. The exact amount of shrinkage is a function of the resin being used, and can be relatively predictable. To prevent spikes in pressure, the process normally uses a transfer position corresponding to a 95–98% full cavity where the screw shifts from a constant velocity to a constant pressure control. Often injection times are well under 1 second. Once the screw reaches the transfer position the packing pressure is applied, which completes mould filling and compensates for thermal shrinkage, which is quite high for
1020:
apply a small amount of holding pressure and increase holding time until gate freeze off (solidification time) has occurred. Gate freeze off time can be determined by increasing the hold time, and then weighing the part. When the weight of the part does not change, the gate has frozen and no more material is injected into the part. Gate solidification time is important, as this determines cycle time and the quality and consistency of the product, which itself is an important issue in the economics of the production process. Holding pressure is increased until the parts are free of sinks and part weight has been achieved.
311:, gate marks, and ejector pin marks are usually present on the final part. None of these features are typically desired, but are unavoidable due to the nature of the process. Gate marks occur at the gate that joins the melt-delivery channels (sprue and runner) to the part forming cavity. Parting line and ejector pin marks result from minute misalignments, wear, gaseous vents, clearances for adjacent parts in relative motion, and/or dimensional differences of the melting surfaces contacting the injected polymer. Dimensional differences can be attributed to non-uniform, pressure-induced
646:
mould gates, are located below the parting line or mould surface. An opening is machined into the surface of the mould on the parting line. The moulded part is cut (by the mould) from the runner system on ejection from the mould. Ejector pins, also known as knockout pins, are circular pins placed in either half of the mould (usually the ejector half), which push the finished moulded product, or runner system out of a mould.The ejection of the article using pins, sleeves, strippers, etc., may cause undesirable impressions or distortion, so care must be taken when designing the mould.
933:
530:. Hardened steel moulds are heat treated after machining; these are by far superior in terms of wear resistance and lifespan. Typical hardness ranges between 50 and 60 Rockwell-C (HRC). Aluminium moulds can cost substantially less, and when designed and machined with modern computerised equipment can be economical for moulding tens or even hundreds of thousands of parts. Beryllium copper is used in areas of the mould that require fast heat removal or areas that see the most shear heat generated. The moulds can be manufactured either by CNC machining or by using
556:
596:
544:
924:
568:
174:
1340:
information is the common understanding, Correction: The Lack of pack (not holding) pressure (pack pressure is used to pack out even though is the part during the holding time). Filling too fast does not cause this condition, as a void is a sink that did not have a place to happen. In other words, as the part shrinks the resin separated from itself as there was not sufficient resin in the cavity. The void could happen at any area or the part is not limited by the thickness but by the resin flow and
260:
reciprocates and acquires material for the next cycle while the material within the mould cools so that it can be ejected and be dimensionally stable. This cooling duration is dramatically reduced by the use of cooling lines circulating water or oil from an external temperature controller. Once the required temperature has been achieved, the mould opens and an array of pins, sleeves, strippers, etc. are driven forward to demould the article. Then, the mould closes and the process is repeated.
580:
726:
1601:
865:
1577:
468:
642:
can cause deformation or damage. The draft required for mould release is primarily dependent on the depth of the cavity; the deeper the cavity, the more draft necessary. Shrinkage must also be taken into account when determining the draft required. If the skin is too thin, then the moulded part tends to shrink onto the cores that form while cooling and cling to those cores, or the part may warp, twist, blister or crack when the cavity is pulled away.
40:
206:, with the volume used of the former being considerably higher. Thermoplastics are prevalent due to characteristics that make them highly suitable for injection moulding, such as ease of recycling, versatility for a wide variety of applications, and ability to soften and flow on heating. Thermoplastics also have an element of safety over thermosets; if a thermosetting polymer is not ejected from the injection barrel in a timely manner,
703:
2748:
626:
1589:
776:
1562:
818:
annealing to soften the mould, followed by heat treatment to harden it again. EDM is a simple process in which a shaped electrode, usually made of copper or graphite, is very slowly lowered onto the mould surface over a period of many hours, which is immersed in paraffin oil (kerosene). A voltage applied between tool and mould causes spark erosion of the mould surface in the inverse shape of the electrode.
130:
2754:
483:
This force keeps the mould closed during the injection process. Tonnage can vary from less than 5 tons to over 9,000 tons, with the higher figures used in comparatively few manufacturing operations. The total clamp force needed is determined by the projected area of the part being moulded. This projected area is multiplied by a clamp force of from 1.8 to 7.2
877:
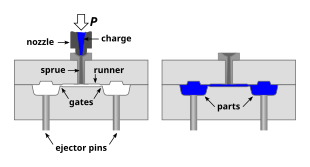
screw-type plunger, the plastic is forced into a heated chamber, where it is melted. As the plunger advances, the melted plastic is forced through a nozzle that rests against the mould, allowing it to enter the mould cavity through a gate and runner system. The mould remains cold so the plastic solidifies almost as soon as the mould is filled.
165:, some musical instruments (and parts of them), one-piece chairs and small tables, storage containers, mechanical parts (including gears), and most other plastic products available today. Injection moulding is the most common modern method of manufacturing plastic parts; it is ideal for producing high volumes of the same object.
526:. In general, steel moulds cost more to construct, but their longer lifespan offsets the higher initial cost over a higher number of parts made before wearing out. Pre-hardened steel moulds are less wear-resistant and are used for lower volume requirements or larger components; their typical steel hardness is 38–45 on the
518:. Generally speaking, those who have matured, the need for mass production of the product selection of materials will be better, and hope that the mold circle time the larger the better so that the total cost will be reduced. For those who have just developed, not very mature, just want to produce a small-scale
653:(usually water) through a series of holes drilled through the mould plates and connected by hoses to form a continuous pathway. The coolant absorbs heat from the mould (which has absorbed heat from the hot plastic) and keeps the mould at a proper temperature to solidify the plastic at the most efficient rate.
432:
different parameters for moulding that must be taken into account. Other considerations when choosing an injection moulding material include flexural modulus of elasticity, or the degree to which a material can be bent without damage, as well as heat deflection and water absorption. Common polymers like
634:
the trapped air is not allowed to escape, it is compressed by the pressure of the incoming material and squeezed into the corners of the cavity, where it prevents filling and can also cause other defects. The air can even become so compressed that it ignites and burns the surrounding plastic material.
1423:
states that the power requirements depend on "a material's specific gravity, melting point, thermal conductivity, part size, and molding rate." Below is a table from page 243 of the same reference as previously mentioned that best illustrates the characteristics relevant to the power required for the
426:
Most polymers, sometimes referred to as resins, may be used, including all thermoplastics, some thermosets, and some elastomers. Since 1995, the total number of available materials for injection moulding has increased at a rate of 750 per year; there were approximately 18,000 materials available when
323:
and contraction of mould components, which experience rapid cycling during the injection, packing, cooling, and ejection phases of the process. Mould components are often designed with materials of various coefficients of thermal expansion. These factors cannot be simultaneously accounted for without
226:
properties and are more prone to wear, damage, and deformation during the injection and clamping cycles; however, aluminium moulds are cost-effective in low-volume applications, as mould fabrication costs and time are considerably reduced. Many steel moulds are designed to process well over a million
213:
Injection moulding consists of the high pressure injection of the raw material into a mould, which shapes the polymer into the desired form. Moulds can be of a single cavity or multiple cavities. In multiple cavity moulds, each cavity can be identical and form the same parts or can be unique and form
1339:
Lack of holding pressure (holding pressure is used to pack out the part during the holding time). Filling too fast, not allowing the edges of the part to set up. Also mould may be out of registration (when the two halves don't centre properly and part walls are not the same thickness). The provided
1232:
Caused by the melt-front flowing around an object standing proud in a plastic part as well as at the end of fill where the melt-front comes together again. Can be minimised or eliminated with a mould-flow study when the mould is in design phase. Once the mould is made and the gate is placed, one can
1019:
When filling a new or unfamiliar mould for the first time, where shot size for that mould is unknown, a technician/tool setter may perform a trial run before a full production run. They start with a small shot weight and fills gradually until the mould is 95 to 99% full. Once they achieve this, they
641:
Sides of the part that appear parallel with the direction of draw (the axis of the cored position (hole) or insert is parallel to the up and down movement of the mould as it opens and closes) are typically angled slightly, called draft, to ease release of the part from the mould. Insufficient draft
482:
Injection moulding machines consist of a material hopper, an injection ram or screw-type plunger, and a heating unit. Also known as platens, they hold the moulds in which the components are shaped. Presses are rated by tonnage, which expresses the amount of clamping force that the machine can exert.
259:
relative to many other materials. The packing pressure is applied until the gate (cavity entrance) solidifies. Due to its small size, the gate is normally the first place to solidify through its entire thickness. Once the gate solidifies, no more material can enter the cavity; accordingly, the screw
675:
More complex parts are formed using more complex moulds. These may have sections called slides, that move into a cavity perpendicular to the draw direction, to form overhanging part features. When the mould is opened, the slides are pulled away from the plastic part by using stationary “angle pins”
891:
The sequence of events during the injection mould of a plastic part is called the injection moulding cycle. The cycle begins when the mould closes, followed by the injection of the polymer into the mould cavity. Once the cavity is filled, a holding pressure is maintained to compensate for material
645:
A mould is usually designed so that the moulded part reliably remains on the ejector (B) side of the mould when it opens, and draws the runner and the sprue out of the (A) side along with the parts. The part then falls freely when ejected from the (B) side. Tunnel gates, also known as submarine or
633:
The amount of resin required to fill the sprue, runner and cavities of a mould comprises a "shot". Trapped air in the mould can escape through air vents that are ground into the parting line of the mould, or around ejector pins and slides that are slightly smaller than the holes retaining them. If
1015:
Like all industrial processes, injection molding can produce flawed parts, even in toys. In the field of injection moulding, troubleshooting is often performed by examining defective parts for specific defects and addressing these defects with the design of the mould or the characteristics of the
905:
In this the injection of the plastic is "decoupled" into stages to allow better control of part dimensions and more cycle-to-cycle (commonly called shot-to-shot in the industry) consistency. First the cavity is filled to approximately 98% full using velocity (speed) control. Although the pressure
431:
or blends of previously developed materials, so product designers can choose the material with the best set of properties from a vast selection. Major criteria for selection of a material are the strength and function required for the final part, as well as the cost, but also each material has
283:
and temperature of the chemical precursors are minimised in the injection unit. The residence time can be reduced by minimising the barrel's volume capacity and by maximising the cycle times. These factors have led to the use of a thermally isolated, cold injection unit that injects the reacting
1545:
Specific instances include removing of parts from the mould immediately after the parts are created, as well as applying machine vision systems. A robot grips the part after the ejector pins have been extended to free the part from the mould. It then moves them into either a holding location or
817:
process has become widely used in mould making. As well as allowing the formation of shapes that are difficult to machine, the process allows pre-hardened moulds to be shaped so that no heat treatment is required. Changes to a hardened mould by conventional drilling and milling normally require
621:
in the injection mould; the sprue bushing is to seal tightly against the nozzle of the injection barrel of the moulding machine and to allow molten plastic to flow from the barrel into the mould, also known as the cavity. The sprue bushing directs the molten plastic to the cavity images through
487:
for each square centimetre of the projected areas. As a rule of thumb, 4 or 5 tons/in can be used for most products. If the plastic material is very stiff, it requires more injection pressure to fill the mould, and thus more clamp tonnage to hold the mould closed. The required force can also be
876:
Usually, the plastic materials are formed in the shape of pellets or granules and sent from the raw material manufacturers in paper bags. With injection moulding, pre-dried granular plastic is fed by a forced ram from a hopper into a heated barrel. As the granules are slowly moved forward by a
140:
Injection moulding uses a special-purpose machine that has three parts: the injection unit, the mould and the clamp. Parts to be injection-moulded must be very carefully designed to facilitate the moulding process; the material used for the part, the desired shape and features of the part, the
900:
Traditionally, the injection portion of the moulding process was done at one constant pressure to fill and pack the cavity. This method, however, allowed for a large variation in dimensions from cycle-to-cycle. More commonly used now is scientific or decoupled moulding, a method pioneered by
400:
built the first screw injection machine, which allowed much more precise control over the speed of injection and the quality of articles produced. This machine also allowed material to be mixed before injection, so that coloured or recycled plastic could be added to virgin material and mixed
830:
As the number of cavities play a vital role in moulding costs, so does the complexity of the part's design. Complexity can be incorporated into many factors such as surface finishing, tolerance requirements, internal or external threads, fine detailing or the number of undercuts that may be
758:
Manufacturers go to great lengths to protect custom moulds due to their high average costs. The perfect temperature and humidity level is maintained to ensure the longest possible lifespan for each custom mould. Custom moulds, such as those used for rubber injection moulding, are stored in
622:
channels that are machined into the faces of the A and B plates. These channels allow plastic to run along them, so they are referred to as runners. The molten plastic flows through the runner and enters one or more specialised gates and into the cavity geometry to form the desired part.
745:
and therefore can allow only for a much smaller margin of error. In the first step, the base colour material is moulded into a basic shape, which contains spaces for the second shot. Then the second material, a different colour, is injection-moulded into those spaces. Pushbuttons and
676:
on the stationary mould half. These pins enter a slot in the slides and cause the slides to move backward when the moving half of the mould opens. The part is then ejected and the mould closes. The closing action of the mould causes the slides to move forward along the angle pins.
847:
637:
To allow for removal of the moulded part from the mould, the mould features must not overhang one another in the direction that the mould opens, unless parts of the mould are designed to move from between such overhangs when the mould opens using components called
Lifters.
1541:
means that the smaller size of parts permits a mobile inspection system to examine multiple parts more quickly. In addition to mounting inspection systems on automatic devices, multiple-axis robots can remove parts from the mould and position them for further processes.
740:
Two-shot, double-shot or multi-shot moulds are designed to "overmould" within a single moulding cycle and must be processed on specialised injection moulding machines with two or more injection units. This process is actually an injection moulding process performed
837:
Rubber injection moulding process produces a high yield of durable products, making it the most efficient and cost-effective method of moulding. Consistent vulcanisation processes involving precise temperature control significantly reduces all waste material.
284:
chemicals into a thermally isolated hot mould, which increases the rate of chemical reactions and results in shorter time required to achieve a solidified thermoset component. After the part has solidified, valves close to isolate the injection system and
405:
process, which permitted the production of complex, hollow articles that cooled quickly. This greatly improved design flexibility as well as the strength and finish of manufactured parts while reducing production time, cost, weight and waste. By 1979,
263:
For a two-shot mould, two separate materials are incorporated into one part. This type of injection moulding is used to add a soft touch to knobs, to give a product multiple colours, or to produce a part with multiple performance characteristics.
856:
452:
are thermoplastic. Until comparatively recently, plastic springs were not possible, but advances in polymer properties make them now quite practical. Applications include buckles for anchoring and disconnecting outdoor-equipment webbing.
826:
The number of cavities incorporated into a mould directly correlate in moulding costs. Fewer cavities require far less tooling work, so limiting the number of cavities lowers initial manufacturing costs to build an injection mould.
892:
shrinkage. In the next step, the screw turns, feeding the next shot to the front screw. This causes the screw to retract as the next shot is prepared. Once the part is sufficiently cool, the mould opens and the part is ejected.
679:
A mould can produce several copies of the same parts in a single "shot". The number of "impressions" in the mould of that part is often incorrectly referred to as cavitation. A tool with one impression is often called a single
771:
are suitable only for prototype or very short production runs. Modern hard aluminium (7075 and 2024 alloys) with proper mould design, can easily make moulds capable of 100,000 or more part life with proper mould maintenance.
714:
requires extra care in the design stage, as material resins react differently compared to their full-sized counterparts where they must quickly fill these incredibly small spaces, which puts them under intense shear strains.
413:
The plastic injection moulding industry has evolved over the years from producing combs and buttons to producing a vast array of products for many industries including automotive, medical, aerospace, consumer products, toys,
698:
Some moulds allow previously moulded parts to be reinserted to allow a new plastic layer to form around the first part. This is often referred to as overmoulding. This system can allow for production of one-piece tires and
295:
and allows single parts to contain multiple materials. This process is often used to create plastic parts with protruding metal screws so they can be fastened and unfastened repeatedly. This technique can also be used for
3355:
910:, where the cavity is "packed out" at a constant pressure, where sufficient velocity to reach desired pressures is required. This lets workers control part dimensions to within thousandths of an inch or better.
141:
material of the mould, and the properties of the moulding machine must all be taken into account. The versatility of injection moulding is facilitated by this breadth of design considerations and possibilities.
1376:
Cooling is too short, material is too hot, lack of cooling around the tool, incorrect water temperatures (the parts bow inwards towards the hot side of the tool) Uneven shrinking between areas of the part.
850:
854:
853:
849:
848:
855:
230:
When thermoplastics are moulded, typically pelletised raw material is fed through a hopper into a heated barrel with a reciprocating screw. Upon entrance to the barrel, the temperature increases and the
291:
Pre-moulded or machined components can be inserted into the cavity while the mould is open, allowing the material injected in the next cycle to form and solidify around them. This process is known as
1256:
Excess water in the granules, excessive temperatures in barrel, excessive screw speeds causing high shear heat, material being allowed to sit in the barrel for too long, too much regrind being used.
1145:
Mould is over packed or parting line on the tool is damaged, too much injection speed/material injected, clamping force too low. Can also be caused by dirt and contaminants around tooling surfaces.
2248:
695:
In some cases, multiple cavity tooling moulds a series of different parts in the same tool. Some toolmakers call these moulds family moulds, as all the parts are related—e.g., plastic model kits.
222:
and aluminium moulds are suitable for certain applications. Aluminium moulds are typically ill-suited for high volume production or parts with narrow dimensional tolerances, as they have inferior
1550:
have greatly enhanced quality control for insert moulded parts. A mobile robot can more precisely determine the placement accuracy of the metal component, and inspect faster than a human can.
1360:
Mould or material temperatures set too low (the material is cold when they meet, so they don't bond). Time for transition between injection and transfer (to packing and holding) is too early.
1393:
Threadline gap in-between part due to improper gate location in complex design parts including excess of holes (multipoint gates to be provided), process optimization, proper air venting.
1411:
Tolerance depends on the dimensions of the part. An example of a standard tolerance for a 1-inch dimension of an LDPE part with 0.125 inch wall thickness is +/- 0.008 inch (0.2 mm).
118:
to form the features of the desired part. Injection moulding is widely used for manufacturing a variety of parts, from the smallest components to entire body panels of cars. Advances in
852:
410:
overtook steel production, and by 1990, aluminium moulds were widely used in injection moulding. Today, screw injection machines account for the vast majority of all injection machines.
906:
should be sufficient to allow for the desired speed, pressure limitations during this stage are undesirable. Once the cavity is 98% full, the machine switches from velocity control to
2391:
1016:
process itself. Trials are often performed before full production runs in an effort to predict defects and determine the appropriate specifications to use in the injection process.
951:
Although most injection moulding processes are covered by the conventional process description above, there are several important moulding variations including, but not limited to:
506:
Since moulds have been expensive to manufacture, they were usually only used in mass production where thousands of parts were being produced. Typical moulds are constructed from
834:
Further details, such as undercuts, or any feature that needs additional tooling, increases mould cost. Surface finish of the core and cavity of moulds further influences cost.
1028:
Injection moulding is a complex technology with possible production problems. They can be caused either by defects in the moulds, or more often by the moulding process itself.
543:
1177:
Injection speeds too slow (the plastic has cooled down too much during injection, injection speeds should be set as fast as is appropriate for the process and material used).
3079:
1303:
Usually appears as silver streaks along the flow pattern, however depending on the type and colour of material it may represent as small bubbles caused by trapped moisture.
267:
For thermosets, typically two different chemical components are injected into the barrel. These components immediately begin irreversible chemical reactions that eventually
1798:
1546:
directly onto an inspection system. The choice depends upon the type of product, as well as the general layout of the manufacturing equipment. Vision systems mounted on
235:
that resist relative flow of individual chains are weakened as a result of increased space between molecules at higher thermal energy states. This process reduces its
1087:
isn't mixing properly, or the material has run out and it's starting to come through as natural only. Previous coloured material "dragging" in nozzle or check valve.
1130:, very dangerous if the part is being used for a safety critical application as the material has very little strength when delaminated as the materials cannot bond.
555:
1310:
resins are dried improperly. Trapping of gas in "rib" areas due to excessive injection velocity in these areas. Material too hot, or is being sheared too much.
692:
moulding" {which is dealt with in the next section.}) Some extremely high production volume moulds (like those for bottle caps) can have over 128 cavities.
2042:
970:
567:
2541:
2339:
2240:
1326:
Nozzle temperature too high. Gate hasn't frozen off, no decompression of the screw, no sprue break, poor placement of the heater bands inside the tool.
851:
1730:
1161:
Particles on the tool surface, contaminated material or foreign debris in the barrel, or too much shear heat burning the material prior to injection.
603:
The mould consists of two primary components, the injection mould (A plate) and the ejector mould (B plate). These components are also referred to as
515:
363:, using a plunger to inject plastic through a heated cylinder into a mould. The industry progressed slowly over the years, producing products such as
2369:
195:
material into a mould cavity; this solidifies into a shape that has conformed to the contour of the mould. It is most commonly used to process both
389:
developed the first injection moulding press in 1919. In 1939, Arthur
Eichengrün patented the injection moulding of plasticised cellulose acetate.
3072:
275:
solid. Solidification in the injection barrel and screw can be problematic and have financial repercussions; therefore, minimising the thermoset
271:
the material into a single connected network of molecules. As the chemical reaction occurs, the two fluid components permanently transform into a
2402:
802:. Standard machining, in its conventional form, has historically been the method of building injection moulds. With technological developments,
1943:
1628:
2955:
806:
machining became the predominant means of making more complex moulds with more accurate mould details in less time than traditional methods.
31:
3414:
3365:
3334:
1600:
239:, which enables the polymer to flow with the driving force of the injection unit. The screw delivers the raw material forward, mixes and
1202:
1576:
1344:, but it is more likely to happen at thicker areas like ribs or bosses. Additional root causes for voids are un-melt on the melt pool.
126:
that do not melt during the injection moulding of some lower-temperature thermoplastics, can be used for some simple injection moulds.
3065:
2572:
2517:
2435:
2488:
1846:
1663:
1818:
995:
2292:
579:
2597:
1787:
1638:
1127:
2020:
3350:
3329:
3226:
2980:
1903:
985:
810:
799:
531:
402:
3404:
3324:
1653:
1623:
932:
247:
the material and adding a significant amount of frictional heating to the polymer. The material feeds forward through a
2262:
1588:
1419:
The power required for this process of injection moulding depends on many things and varies between materials used.
1212:
Poor tool design, gate position or runner. Injection speed set too high. Poor design of gates, which causes too little
514:
alloy. The choice of material for the mold is not only based on cost considerations, but also has a lot to do with the
3397:
3319:
3135:
2732:
1836:
1673:
1209:
Jetting is a snake-like stream which occurs when polymer melt is pushed at a high velocity through restrictive areas.
965:
381:
and
Theodore Becker invented the first soluble forms of cellulose acetate in 1903, which was much less flammable than
280:
1561:
1876:
Meade, Richard Kidder; McCormack, Harry; Clark, Laurance T.; Sclater, Alexander G.; Lamborn, Lloyd (27 April 2018).
3461:
3456:
2662:
2637:
975:
869:
475:
462:
336:
monitoring. The skillful mould and part designer positions these aesthetic detriments in hidden areas if feasible.
134:
1006:
599:
Standard two plates tooling – core and cavity are inserts in a mould base – "family mould" of five different parts
3437:
3171:
3057:
2970:
2795:
2612:
2602:
356:
345:
312:
2034:
595:
90:
polymers. Material for the part is fed into a heated barrel, mixed (using a helical screw), and injected into a
3241:
3231:
3093:
2780:
2727:
2617:
2538:
2331:
1668:
1648:
244:
210:
may occur causing the screw and check valves to seize and potentially damaging the injection moulding machine.
923:
367:, buttons, and hair combs(generally though, plastics, in its modern definition, are a more recent development
2831:
2722:
2707:
2687:
1734:
980:
960:
750:, for instance, made by this process have markings that cannot wear off, and remain legible with heavy use.
711:
243:
the thermal and viscous distributions of the polymer, and reduces the required heating time by mechanically
94:, where it cools and hardens to the configuration of the cavity. After a product is designed, usually by an
1274:
this can also be caused by the gate temperature being set too high. Excessive material or walls too thick.
1150:
173:
3246:
3124:
2879:
2607:
2565:
2361:
2091:
1400:
522:
products, the choice of material is often some lower cost of aluminum alloy and so on. These mould called
2213:
397:
3426:
3130:
2775:
2065:
613:
329:
316:
308:
207:
725:
488:
determined by the material used and the size of the part. Larger parts require higher clamping force.
359:
in 1872. This machine was relatively simple compared to machines in use today: it worked like a large
3146:
3141:
3114:
3032:
1341:
990:
386:
378:
232:
1951:
1197:
Injection speed is too fast, gate/sprue/runner size is too small, or the melt/mold temp is too low.
1068:
Black or brown burnt areas on the part located at furthest points from gate or where air is trapped
3276:
3037:
2960:
2874:
2826:
1678:
1643:
1238:
1057:
Tool or material is too hot, often caused by a lack of cooling around the tool or a faulty heater.
747:
672:. By substituting interchangeable inserts, one mould may make several variations of the same part.
1365:
288:, and the mould opens to eject the moulded parts. Then, the mould closes and the process repeats.
3291:
3209:
2950:
2924:
2894:
2836:
2785:
2737:
2717:
1633:
1315:
1295:
684:(cavity) mould. A mould with two or more cavities of the same parts is usually called a multiple
407:
385:. It was eventually made available in a powder form from which it was readily injection moulded.
333:
297:
285:
276:
1279:
1182:
864:
467:
3421:
3387:
3307:
3119:
2941:
2859:
2558:
2513:
2484:
1877:
1842:
734:
382:
360:
352:
320:
223:
103:
95:
59:
27:
Manufacturing process for producing parts by injecting molten material into a mould, or mold
3312:
3007:
2909:
2884:
2816:
2682:
2677:
2622:
1683:
1433:
907:
779:
511:
219:
39:
3176:
3162:
3027:
2914:
2904:
2672:
2545:
2427:
1822:
1658:
1290:
Lack of material, injection speed or pressure too low, mould too cold, lack of gas vents.
881:
702:
503:
are the common terms used to describe the tool used to produce plastic parts in moulding.
396:
created a huge demand for inexpensive, mass-produced products. In 1946, American inventor
2747:
1815:
1229:
Small lines on the backside of core pins or windows in parts that look like just lines.
625:
227:
parts during their lifetime and can cost hundreds of thousands of dollars to fabricate.
3205:
3017:
2919:
2790:
2477:
1468:
629:(A) Sprue, (B)&(C)runner and (D)gates in actual injection moulding product for toys
527:
519:
507:
437:
2241:"Aluminum vs. steel tooling: Which material is right, and how to design and maintain?"
775:
3450:
3392:
3199:
2985:
2975:
2965:
2869:
2770:
2692:
2642:
1444:
1438:
1135:
1123:
1092:
814:
523:
401:
thoroughly before being injected. In the 1970s, Hendry went on to develop the first
325:
256:
196:
177:
87:
83:
79:
55:
656:
To ease maintenance and venting, cavities and cores are divided into pieces, called
214:
multiple different geometries during a single cycle. Moulds are generally made from
3012:
3002:
2864:
2712:
2657:
2632:
2012:
1500:
1112:
445:
393:
364:
304:
272:
123:
91:
1899:
706:
Micro injection molding can help create extremely precise part with micro features
129:
1926:
17:
3195:
3167:
3102:
3022:
2821:
2702:
2697:
2284:
1516:
1307:
1084:
955:
449:
433:
248:
119:
67:
62:. Injection moulding can be performed with a host of materials mainly including
2512:(Online-Ausg. ed.). Shawbury, Shrewsbury, Shropshire, UK: Smithers Rapra.
3271:
2899:
2889:
2753:
1538:
1271:
1246:
1221:
1191:
1166:
942:
484:
471:
240:
215:
158:
150:
1862:
1005:
A more comprehensive list of injection moulding processes may be found here:
3360:
3266:
3236:
3106:
2667:
2652:
2627:
2270:
1349:
1250:
1213:
1104:
795:
783:
268:
236:
200:
154:
115:
111:
75:
1931:. Rubber/Automotive Division of Hartman Communications, Incorporated, 1955.
3281:
1382:
902:
415:
203:
99:
2539:
Shrinkage and
Warpage – Santa Clara University Engineering Design Center
1233:
minimise this flaw only by changing the melt and the mould temperature.
30:"Plastic machinery" redirects here. For the song by The Charlatans, see
3409:
3286:
3258:
3187:
3089:
2811:
2581:
650:
188:
1403:
can help with finding these defects externally as well as internally.
1270:
Holding time/pressure too low, cooling time too short, with sprueless
759:
temperature and humidity controlled environments to prevent warping.
730:
428:
192:
187:
Injection moulding uses a ram or screw-type plunger to force molten
2111:
2109:
1618:
1547:
1484:
1452:
863:
845:
774:
768:
724:
701:
624:
594:
466:
441:
300:
and film lids may also be attached to moulded plastic containers.
180:
128:
107:
71:
63:
38:
1107:
or regrind policy; may include floor sweepings, dust and debris.
2647:
2457:
Pantani, R.; De Santis, F.; Brucato, V.; Titomanlio, G. (2004).
2188:
1567:
1158:
Foreign particle (burnt material or other) embedded in the part
251:
and collects at the front of the screw into a volume known as a
162:
58:
process for producing parts by injecting molten material into a
3061:
2554:
2083:
1100:
Different colour matter seen in product, weakening the product
1390:
Improper fusion of two fluid flows, a state before weld line.
803:
549:"A" side of die for 25% glass-filled acetal with 2 side pulls.
355:, together with his brother Isaiah, patented one of the first
2285:"Plastic Injection Molding – Xcentric Mold & Engineering"
2175:
Selecting
Injection Molds – Weighing Cost versus Productivity
1996:
Plastic
Injection Molding: Manufacturing Process Fundamentals
1142:
Excess material in thin layer exceeding normal part geometry
1323:
String like remnant from previous shot transfer in new shot
767:
Tool steel is often used. Mild steel, aluminium, nickel or
344:
In 1846 the
British inventor Charles Hancock, a relative of
2550:
1825:", Meridian Products Corporation, Retrieved April 26, 2016.
2140:
Rosato, Dominick; Rosato, Marlene; Rosato, Donald (2000).
279:
within the barrel is vital. This typically means that the
710:
Moulds for highly precise and extremely small parts from
149:
Injection moulding is used to create many things such as
1190:
Circular pattern around gate, normally only an issue on
2532:
102:, moulds are made by a mould-maker (or toolmaker) from
1336:
Empty space within part (air pocket is commonly used)
2459:
Analysis of Gate Freeze-Off Time in
Injection Molding
1715:
Todd, Robert H.; Allen, Dell K.; Alting, Leo (1994).
794:
Moulds are built through two main methods: standard
3380:
3343:
3300:
3257:
3219:
3186:
3155:
3101:
3050:
2995:
2940:
2933:
2845:
2804:
2761:
2588:
2066:"5 Common Plastic Resins Used in Injection Molding"
392:The industry expanded rapidly in the 1940s because
2479:Materials Science and Engineering: An Introduction
2476:
1071:Tool lacks venting, injection speed is too high.
1065:Air burn/gas burn/dieseling/gas marks/Blow marks
2332:"Almanac: The fundamentals of Decoupled Molding"
1174:Directionally "off tone" wavy lines or patterns
782:insert (yellow) on injection moulding mould for
688:(cavity) mould. (Not to be confused with "Multi-
422:Examples of polymers best suited for the process
1948:AV Plastics Injection Moulding - Get Stuff Made
914:Different types of injection moulding processes
427:that trend began. Available materials include
2116:Rosato, Donald V.; Rosato, Marlene G. (2000).
1054:Raised or layered zone on surface of the part
324:astronomical increases in the cost of design,
3073:
2566:
440:are examples of thermosetting plastics while
8:
2510:Practical guide to rubber injection moulding
2470:
2468:
1357:Discoloured line where two flow fronts meet
971:Injection moulding of liquid silicone rubber
649:The standard method of cooling is passing a
2144:(3rd ed.). Kluwer Academic Publishers.
611:. Plastic resin enters the mould through a
3080:
3066:
3058:
2937:
2573:
2559:
2551:
2312:
2310:
2135:
2133:
2131:
2129:
2127:
1838:Principles of Polymer Engineering Rheology
1606:Lego injection mould, detail of upper side
1582:Lego injection mould, detail of lower side
1119:Thin mica like layers formed in part wall
2214:"Micro Moulding vs Conventional Moulding"
2153:
2151:
2007:
2005:
1989:
1774:Plastic Part Design for Injection Molding
1731:"Application Overview: Injection Molding"
573:"B" side of die with side pull actuators.
561:Close up of removable insert in "A" side.
348:, patented an injection molding machine.
161:, automotive parts and components, toys,
1987:
1985:
1983:
1981:
1979:
1977:
1975:
1973:
1971:
1969:
1902:. Xcentric Mold & Engineering, Inc.
1835:White, James Lindsay (16 January 1991).
1767:
1765:
1763:
1761:
1759:
1757:
1755:
1753:
1751:
1710:
1708:
1706:
1704:
1702:
1700:
1426:
1267:Localised depression (In thicker zones)
1030:
510:, pre-hardened steel, aluminium, and/or
172:
1944:"A Short History of Injection Moulding"
1717:Manufacturing Processes Reference Guide
1696:
1557:
1421:Manufacturing Processes Reference Guide
1306:Moisture in the material, usually when
536:
2663:Polyethylene terephthalate (PET, PETE)
1733:. Yaskawa America, Inc. Archived from
1629:Direct injection expanded foam molding
1354:Knit line / Meld line / Transfer line
896:Scientific versus traditional moulding
538:Injection moulding die with side pulls
2603:Cross-linked polyethylene (PEX, XLPE)
2598:Acrylonitrile butadiene styrene (ABS)
2173:Rees, Herbert; Catoen, Bruce (2006).
1906:from the original on 22 November 2012
32:Different Days (The Charlatans album)
7:
3415:List of environmental health hazards
3335:List of environmental health hazards
2239:Goldsberry, Clare (29 August 2012).
2039:Engineer's Edge: Solutions by Design
1284:Short fill, nonfill, or short mould
811:electrical discharge machining (EDM)
2372:from the original on 9 January 2015
2045:from the original on 20 August 2013
1122:Contamination of the material e.g.
872:showing hopper, nozzle and die area
3220:Miscellaneous additives incl. PHCs
2461:. Polymer Engineering and Science.
2094:from the original on 24 March 2018
660:, and sub-assemblies, also called
25:
2342:from the original on 2 April 2015
1788:"Design Guide: Injection Molding"
1776:. Munich Vienna New York: Hanser.
1664:Multi-material injection moulding
66:(for which the process is called
43:Simplified diagram of the process
2752:
2746:
2638:Polybutylene terephthalate (PBT)
2613:Poly(methyl methacrylate) (PMMA)
2438:from the original on 29 May 2015
2362:"Implementing Decoupled Molding"
2295:from the original on 7 July 2017
2267:Advantage Tool and Manufacturing
2251:from the original on 2012-09-02.
2118:Concise Encyclopedia of Plastics
2035:"Injection Molding Applications"
2023:from the original on 2016-03-01.
1804:from the original on 2018-01-19.
1599:
1594:Lego injection mould, upper side
1587:
1575:
1560:
1103:Poor material introduced by bad
931:
922:
578:
566:
554:
542:
478:; the nozzle is visible at right
2618:Poly(ethyl methacrylate) (PEMA)
1639:Fusible core injection moulding
986:Gas-assisted injection moulding
418:, packaging, and construction.
403:gas-assisted injection moulding
2981:Category:Plastics applications
2728:Styrene maleic anhydride (SMA)
2723:Polyvinylidene chloride (PVDC)
2708:Polytetrafluoroethylene (PTFE)
2475:Callister, William D. (2003).
1424:most commonly used materials.
1300:Splash mark or silver streaks
532:electrical discharge machining
183:pellets for injection moulding
1:
2688:Poly(p-phenylene oxide) (PPO)
2160:Polymer Technology Dictionary
1942:Torr, James (11 April 2010).
1928:Plastics Technology, Volume 1
1880:. McCready Publishing Company
1097:Unwanted or foreign material
368:
3405:Persistent organic pollutant
3366:Toxic Substances Control Act
3325:Persistent organic pollutant
2608:Ethylene vinyl acetate (EVA)
1654:Injection mould construction
1624:Design of plastic components
966:Thin-wall injection moulding
315:during injection, machining
3398:Great Pacific garbage patch
3320:Great Pacific garbage patch
2733:Styrene-acrylonitrile (SAN)
2648:Polyetheretherketone (PEEK)
2401:. p. 6. Archived from
1674:Reaction injection moulding
1570:injection mould, lower side
1081:Localised change of colour
976:Reaction injection moulding
729:Two-shot injection moulded
357:injection moulding machines
3478:
3361:Japan Toxic Substances Law
3156:Miscellaneous plasticizers
2318:Injection Molding Handbook
2142:Injection Molding Handbook
1994:Bryce, Douglas M. (1996).
1925:Merril, Arthur M. (1955).
1772:Malloy, Robert A. (1994).
879:
870:injection moulding machine
476:injection moulding machine
463:Injection moulding machine
460:
135:injection moulding machine
29:
3435:
3356:European REACH regulation
3351:California Proposition 65
3094:polyhalogenated compounds
2971:High-performance plastics
2796:High-performance plastics
2744:
2508:Lindsay, John A. (2012).
2392:"Injection Molding Guide"
2366:Paulson Training Programs
1900:"About Injection Molding"
1888:– via Google Books.
1866:, dated 19 November 1872.
1841:. John Wiley & Sons.
2781:Fibre-reinforced plastic
2718:Polyvinyl chloride (PVC)
1719:. Industrial Press, Inc.
1669:Rapid Heat Cycle Molding
1649:Hobby injection moulding
981:Micro injection moulding
961:Metal injection moulding
887:Injection moulding cycle
585:Insert removed from die.
2832:Biodegradable additives
2483:. John Wiley and Sons.
2428:"Decoupled Molding(SM)"
2041:. Engineers Edge, LLC.
1320:Stringing or long-gate
1245:Polymer breakdown from
1011:Process troubleshooting
712:micro injection molding
169:Process characteristics
3247:Perfluorooctanoic acid
2683:Polyphenyl ether (PPE)
2678:Polyoxymethylene (POM)
2623:Polyacrylic acid (PAA)
1401:industrial CT scanning
1155:Embedded particulates
873:
861:
786:
737:
707:
630:
600:
479:
184:
137:
44:
3427:Biodegradable plastic
2776:Thermosetting polymer
2673:Polylactic acid (PLA)
2158:Whelan, Tony (1994).
1151:Embedded contaminates
880:Further information:
867:
859:
778:
728:
705:
628:
598:
470:
208:chemical crosslinking
176:
132:
42:
3438:Identification codes
3038:Foam food containers
2961:Engineering plastics
2177:. Hanser Publishers.
1342:thermal conductivity
1216:and result jetting.
1187:Halo or Blush Marks
991:Cube mold technology
377:The German chemists
233:Van der Waals forces
82:, and most commonly
3277:Endocrine disruptor
2875:Compression molding
2827:Polymer stabilizers
2064:Group®, The Rodon.
2013:"Injection Molding"
1863:U.S. patent 133,229
1679:Rotational moulding
1644:Gravimetric blender
1239:Polymer degradation
719:Multi-shot moulding
398:James Watson Hendry
286:chemical precursors
96:industrial designer
3292:Polymer fume fever
2951:Commodity plastics
2925:Rotational molding
2895:Fiberglass molding
2855:Injection moulding
2837:Filler (materials)
2786:Corrugated plastic
2738:Tritan copolyester
2693:Polypropylene (PP)
2643:Polycarbonate (PC)
2544:2020-05-30 at the
2070:www.rodongroup.com
1821:2016-05-08 at the
1634:Extrusion moulding
1415:Power requirements
874:
862:
787:
738:
708:
631:
601:
516:product life cycle
480:
408:plastic production
351:American inventor
319:, and non-uniform
298:In-mould labelling
185:
138:
122:technology, using
116:precision-machined
48:Injection moulding
45:
3462:Industrial design
3457:Injection molding
3444:
3443:
3422:Plastic recycling
3388:Plastic pollution
3374:
3373:
3308:Plastic pollution
3088:Health issues of
3046:
3045:
2942:Plastics industry
2860:Plastic extrusion
2713:Polyurethane (PU)
2703:Polysulfone (PES)
2658:Polyethylene (PE)
2633:Polybutylene (PB)
2019:. CustomPartNet.
1816:Injection Molding
1531:
1530:
1397:
1396:
1037:Alternative name
1034:Moulding defects
941:Sandwich-moulded
860:Video explanation
857:
842:Injection process
735:computer keyboard
394:World War II
387:Arthur Eichengrün
383:cellulose nitrate
379:Arthur Eichengrün
361:hypodermic needle
353:John Wesley Hyatt
321:thermal expansion
106:, usually either
52:injection molding
18:Injection molding
16:(Redirected from
3469:
3313:Rubber pollution
3163:Organophosphates
3082:
3075:
3068:
3059:
2938:
2910:Filament winding
2885:Transfer molding
2812:Polymer additive
2756:
2750:
2698:Polystyrene (PS)
2575:
2568:
2561:
2552:
2533:Page information
2523:
2495:
2494:
2482:
2472:
2463:
2462:
2454:
2448:
2447:
2445:
2443:
2424:
2418:
2417:
2415:
2413:
2407:
2396:
2388:
2382:
2381:
2379:
2377:
2358:
2352:
2351:
2349:
2347:
2328:
2322:
2321:
2314:
2305:
2304:
2302:
2300:
2289:xcentricmold.com
2281:
2275:
2274:
2269:. Archived from
2259:
2253:
2252:
2236:
2230:
2229:
2227:
2225:
2210:
2204:
2203:
2201:
2199:
2185:
2179:
2178:
2170:
2164:
2163:
2155:
2146:
2145:
2137:
2122:
2121:
2113:
2104:
2103:
2101:
2099:
2080:
2074:
2073:
2061:
2055:
2054:
2052:
2050:
2031:
2025:
2024:
2009:
2000:
1999:
1991:
1964:
1963:
1961:
1959:
1950:. Archived from
1939:
1933:
1932:
1922:
1916:
1915:
1913:
1911:
1896:
1890:
1889:
1887:
1885:
1873:
1867:
1865:
1859:
1853:
1852:
1832:
1826:
1812:
1806:
1805:
1803:
1792:
1784:
1778:
1777:
1769:
1746:
1745:
1743:
1742:
1727:
1721:
1720:
1712:
1684:Urethane casting
1603:
1591:
1579:
1564:
1534:Robotic moulding
1434:Specific gravity
1427:
1399:Methods such as
1031:
1024:Moulding defects
935:
926:
908:pressure control
858:
780:Beryllium-copper
582:
570:
558:
546:
528:Rockwell-C scale
512:beryllium-copper
474:mould opened in
373:
370:
220:stainless steels
50:(U.S. spelling:
21:
3477:
3476:
3472:
3471:
3470:
3468:
3467:
3466:
3447:
3446:
3445:
3440:
3431:
3376:
3375:
3370:
3339:
3296:
3253:
3215:
3182:
3151:
3097:
3086:
3052:
3042:
2991:
2929:
2915:Solvent bonding
2905:Plastic welding
2847:
2841:
2800:
2763:
2757:
2751:
2742:
2653:Polyester (PEs)
2590:
2584:
2579:
2546:Wayback Machine
2530:
2520:
2507:
2504:
2502:Further reading
2499:
2498:
2491:
2474:
2473:
2466:
2456:
2455:
2451:
2441:
2439:
2426:
2425:
2421:
2411:
2409:
2408:on 15 July 2014
2405:
2394:
2390:
2389:
2385:
2375:
2373:
2360:
2359:
2355:
2345:
2343:
2330:
2329:
2325:
2320:(2nd ed.).
2316:
2315:
2308:
2298:
2296:
2283:
2282:
2278:
2261:
2260:
2256:
2238:
2237:
2233:
2223:
2221:
2212:
2211:
2207:
2197:
2195:
2189:"Micro Systems"
2187:
2186:
2182:
2172:
2171:
2167:
2157:
2156:
2149:
2139:
2138:
2125:
2115:
2114:
2107:
2097:
2095:
2082:
2081:
2077:
2063:
2062:
2058:
2048:
2046:
2033:
2032:
2028:
2011:
2010:
2003:
1993:
1992:
1967:
1957:
1955:
1941:
1940:
1936:
1924:
1923:
1919:
1909:
1907:
1898:
1897:
1893:
1883:
1881:
1875:
1874:
1870:
1861:
1860:
1856:
1849:
1834:
1833:
1829:
1823:Wayback Machine
1813:
1809:
1801:
1790:
1786:
1785:
1781:
1771:
1770:
1749:
1740:
1738:
1729:
1728:
1724:
1714:
1713:
1698:
1693:
1688:
1659:Matrix moulding
1614:
1607:
1604:
1595:
1592:
1583:
1580:
1571:
1565:
1556:
1536:
1417:
1409:
1373:Distorted part
1076:Colour streaks
1026:
1013:
996:Multi-material
949:
948:
947:
946:
938:
937:
936:
928:
927:
916:
898:
889:
884:
882:Shut-off nozzle
846:
844:
824:
792:
765:
756:
721:
593:
586:
583:
574:
571:
562:
559:
550:
547:
494:
465:
459:
424:
371:
342:
293:Insert moulding
171:
147:
35:
28:
23:
22:
15:
12:
11:
5:
3475:
3473:
3465:
3464:
3459:
3449:
3448:
3442:
3441:
3436:
3433:
3432:
3430:
3429:
3424:
3419:
3418:
3417:
3412:
3407:
3402:
3401:
3400:
3384:
3382:
3378:
3377:
3372:
3371:
3369:
3368:
3363:
3358:
3353:
3347:
3345:
3341:
3340:
3338:
3337:
3332:
3327:
3322:
3317:
3316:
3315:
3304:
3302:
3298:
3297:
3295:
3294:
3289:
3284:
3279:
3274:
3269:
3263:
3261:
3255:
3254:
3252:
3251:
3250:
3249:
3239:
3234:
3229:
3223:
3221:
3217:
3216:
3214:
3213:
3206:Vinyl chloride
3203:
3200:Polycarbonates
3192:
3190:
3184:
3183:
3181:
3180:
3174:
3165:
3159:
3157:
3153:
3152:
3150:
3149:
3144:
3139:
3133:
3128:
3122:
3117:
3111:
3109:
3099:
3098:
3087:
3085:
3084:
3077:
3070:
3062:
3056:
3054:
3048:
3047:
3044:
3043:
3041:
3040:
3035:
3030:
3025:
3020:
3015:
3013:Packaging film
3010:
3005:
2999:
2997:
2996:Specific goods
2993:
2992:
2990:
2989:
2983:
2978:
2973:
2968:
2963:
2958:
2953:
2947:
2945:
2935:
2931:
2930:
2928:
2927:
2922:
2920:Vacuum forming
2917:
2912:
2907:
2902:
2897:
2892:
2887:
2882:
2877:
2872:
2867:
2862:
2857:
2851:
2849:
2843:
2842:
2840:
2839:
2834:
2829:
2824:
2819:
2814:
2808:
2806:
2802:
2801:
2799:
2798:
2793:
2791:Polymeric foam
2788:
2783:
2778:
2773:
2767:
2765:
2759:
2758:
2745:
2743:
2741:
2740:
2735:
2730:
2725:
2720:
2715:
2710:
2705:
2700:
2695:
2690:
2685:
2680:
2675:
2670:
2668:Polyimide (PI)
2665:
2660:
2655:
2650:
2645:
2640:
2635:
2630:
2628:Polyamide (PA)
2625:
2620:
2615:
2610:
2605:
2600:
2594:
2592:
2586:
2585:
2580:
2578:
2577:
2570:
2563:
2555:
2549:
2548:
2529:
2528:External links
2526:
2525:
2524:
2519:978-1847357083
2518:
2503:
2500:
2497:
2496:
2489:
2464:
2449:
2419:
2383:
2353:
2336:Plastics Today
2323:
2306:
2276:
2273:on 2009-05-20.
2254:
2245:Plastics Today
2231:
2205:
2180:
2165:
2147:
2123:
2105:
2075:
2056:
2026:
2017:custompart.net
2001:
1965:
1954:on 24 May 2018
1934:
1917:
1891:
1878:"Chemical Age"
1868:
1854:
1847:
1827:
1807:
1779:
1747:
1722:
1695:
1694:
1692:
1689:
1687:
1686:
1681:
1676:
1671:
1666:
1661:
1656:
1651:
1646:
1641:
1636:
1631:
1626:
1621:
1615:
1613:
1610:
1609:
1608:
1605:
1598:
1596:
1593:
1586:
1584:
1581:
1574:
1572:
1566:
1559:
1555:
1552:
1535:
1532:
1529:
1528:
1525:
1522:
1519:
1513:
1512:
1509:
1506:
1505:0.91 to 0.965
1503:
1497:
1496:
1493:
1490:
1487:
1481:
1480:
1477:
1474:
1471:
1465:
1464:
1461:
1458:
1455:
1449:
1448:
1442:
1436:
1431:
1416:
1413:
1408:
1405:
1395:
1394:
1391:
1388:
1385:
1379:
1378:
1374:
1371:
1368:
1362:
1361:
1358:
1355:
1352:
1346:
1345:
1337:
1334:
1332:
1328:
1327:
1324:
1321:
1318:
1312:
1311:
1304:
1301:
1298:
1292:
1291:
1288:
1285:
1282:
1276:
1275:
1268:
1265:
1262:
1258:
1257:
1254:
1243:
1241:
1235:
1234:
1230:
1227:
1224:
1218:
1217:
1210:
1207:
1205:
1199:
1198:
1195:
1188:
1185:
1179:
1178:
1175:
1172:
1169:
1163:
1162:
1159:
1156:
1153:
1147:
1146:
1143:
1140:
1138:
1132:
1131:
1120:
1117:
1115:
1109:
1108:
1101:
1098:
1095:
1089:
1088:
1082:
1079:
1077:
1073:
1072:
1069:
1066:
1063:
1059:
1058:
1055:
1052:
1049:
1045:
1044:
1041:
1038:
1035:
1025:
1022:
1012:
1009:
1003:
1002:
993:
988:
983:
978:
973:
968:
963:
958:
940:
939:
930:
929:
921:
920:
919:
918:
917:
915:
912:
897:
894:
888:
885:
843:
840:
831:incorporated.
823:
820:
791:
788:
764:
763:Tool materials
761:
755:
752:
720:
717:
592:
589:
588:
587:
584:
577:
575:
572:
565:
563:
560:
553:
551:
548:
541:
539:
508:hardened steel
493:
490:
461:Main article:
458:
455:
423:
420:
346:Thomas Hancock
341:
338:
281:residence time
257:thermoplastics
170:
167:
146:
143:
60:mould, or mold
26:
24:
14:
13:
10:
9:
6:
4:
3:
2:
3474:
3463:
3460:
3458:
3455:
3454:
3452:
3439:
3434:
3428:
3425:
3423:
3420:
3416:
3413:
3411:
3408:
3406:
3403:
3399:
3396:
3395:
3394:
3393:Garbage patch
3391:
3390:
3389:
3386:
3385:
3383:
3379:
3367:
3364:
3362:
3359:
3357:
3354:
3352:
3349:
3348:
3346:
3342:
3336:
3333:
3331:
3328:
3326:
3323:
3321:
3318:
3314:
3311:
3310:
3309:
3306:
3305:
3303:
3299:
3293:
3290:
3288:
3285:
3283:
3280:
3278:
3275:
3273:
3270:
3268:
3265:
3264:
3262:
3260:
3259:Health issues
3256:
3248:
3245:
3244:
3243:
3240:
3238:
3235:
3233:
3230:
3228:
3225:
3224:
3222:
3218:
3211:
3207:
3204:
3201:
3197:
3194:
3193:
3191:
3189:
3185:
3178:
3175:
3173:
3169:
3166:
3164:
3161:
3160:
3158:
3154:
3148:
3145:
3143:
3140:
3137:
3134:
3132:
3129:
3126:
3123:
3121:
3118:
3116:
3113:
3112:
3110:
3108:
3104:
3100:
3095:
3091:
3083:
3078:
3076:
3071:
3069:
3064:
3063:
3060:
3055:
3049:
3039:
3036:
3034:
3033:Shopping bags
3031:
3029:
3026:
3024:
3021:
3019:
3016:
3014:
3011:
3009:
3006:
3004:
3001:
3000:
2998:
2994:
2988:(Agriculture)
2987:
2986:Plasticulture
2984:
2982:
2979:
2977:
2974:
2972:
2969:
2967:
2966:Geosynthetics
2964:
2962:
2959:
2957:
2954:
2952:
2949:
2948:
2946:
2943:
2939:
2936:
2932:
2926:
2923:
2921:
2918:
2916:
2913:
2911:
2908:
2906:
2903:
2901:
2898:
2896:
2893:
2891:
2888:
2886:
2883:
2881:
2878:
2876:
2873:
2871:
2870:Thermoforming
2868:
2866:
2863:
2861:
2858:
2856:
2853:
2852:
2850:
2844:
2838:
2835:
2833:
2830:
2828:
2825:
2823:
2820:
2818:
2815:
2813:
2810:
2809:
2807:
2803:
2797:
2794:
2792:
2789:
2787:
2784:
2782:
2779:
2777:
2774:
2772:
2771:Thermoplastic
2769:
2768:
2766:
2760:
2755:
2749:
2739:
2736:
2734:
2731:
2729:
2726:
2724:
2721:
2719:
2716:
2714:
2711:
2709:
2706:
2704:
2701:
2699:
2696:
2694:
2691:
2689:
2686:
2684:
2681:
2679:
2676:
2674:
2671:
2669:
2666:
2664:
2661:
2659:
2656:
2654:
2651:
2649:
2646:
2644:
2641:
2639:
2636:
2634:
2631:
2629:
2626:
2624:
2621:
2619:
2616:
2614:
2611:
2609:
2606:
2604:
2601:
2599:
2596:
2595:
2593:
2587:
2583:
2576:
2571:
2569:
2564:
2562:
2557:
2556:
2553:
2547:
2543:
2540:
2537:
2536:
2535:
2534:
2527:
2521:
2515:
2511:
2506:
2505:
2501:
2492:
2490:9780471135760
2486:
2481:
2480:
2471:
2469:
2465:
2460:
2453:
2450:
2437:
2433:
2429:
2423:
2420:
2404:
2400:
2393:
2387:
2384:
2371:
2367:
2363:
2357:
2354:
2341:
2338:. June 2005.
2337:
2333:
2327:
2324:
2319:
2313:
2311:
2307:
2294:
2290:
2286:
2280:
2277:
2272:
2268:
2264:
2263:"Die Casting"
2258:
2255:
2250:
2247:. UBM Canon.
2246:
2242:
2235:
2232:
2220:. 16 May 2023
2219:
2218:Micro Systems
2215:
2209:
2206:
2194:
2193:Micro Systems
2190:
2184:
2181:
2176:
2169:
2166:
2161:
2154:
2152:
2148:
2143:
2136:
2134:
2132:
2130:
2128:
2124:
2119:
2112:
2110:
2106:
2093:
2089:
2085:
2079:
2076:
2071:
2067:
2060:
2057:
2044:
2040:
2036:
2030:
2027:
2022:
2018:
2014:
2008:
2006:
2002:
1997:
1990:
1988:
1986:
1984:
1982:
1980:
1978:
1976:
1974:
1972:
1970:
1966:
1953:
1949:
1945:
1938:
1935:
1930:
1929:
1921:
1918:
1905:
1901:
1895:
1892:
1879:
1872:
1869:
1864:
1858:
1855:
1850:
1848:9780471853626
1844:
1840:
1839:
1831:
1828:
1824:
1820:
1817:
1811:
1808:
1800:
1796:
1789:
1783:
1780:
1775:
1768:
1766:
1764:
1762:
1760:
1758:
1756:
1754:
1752:
1748:
1737:on 2006-04-12
1736:
1732:
1726:
1723:
1718:
1711:
1709:
1707:
1705:
1703:
1701:
1697:
1690:
1685:
1682:
1680:
1677:
1675:
1672:
1670:
1667:
1665:
1662:
1660:
1657:
1655:
1652:
1650:
1647:
1645:
1642:
1640:
1637:
1635:
1632:
1630:
1627:
1625:
1622:
1620:
1617:
1616:
1611:
1602:
1597:
1590:
1585:
1578:
1573:
1569:
1563:
1558:
1553:
1551:
1549:
1543:
1540:
1533:
1526:
1523:
1521:1.04 to 1.07
1520:
1518:
1515:
1514:
1510:
1507:
1504:
1502:
1499:
1498:
1494:
1491:
1489:1.01 to 1.15
1488:
1486:
1483:
1482:
1478:
1475:
1473:1.34 to 1.95
1472:
1470:
1467:
1466:
1462:
1459:
1457:1.12 to 1.24
1456:
1454:
1451:
1450:
1446:
1445:Melting point
1443:
1440:
1439:Melting point
1437:
1435:
1432:
1429:
1428:
1425:
1422:
1414:
1412:
1406:
1404:
1402:
1392:
1389:
1386:
1384:
1381:
1380:
1375:
1372:
1369:
1367:
1364:
1363:
1359:
1356:
1353:
1351:
1348:
1347:
1343:
1338:
1335:
1333:
1330:
1329:
1325:
1322:
1319:
1317:
1314:
1313:
1309:
1305:
1302:
1299:
1297:
1294:
1293:
1289:
1287:Partial part
1286:
1283:
1281:
1278:
1277:
1273:
1269:
1266:
1263:
1260:
1259:
1255:
1252:
1248:
1244:
1242:
1240:
1237:
1236:
1231:
1228:
1225:
1223:
1220:
1219:
1215:
1211:
1208:
1206:
1204:
1201:
1200:
1196:
1193:
1189:
1186:
1184:
1181:
1180:
1176:
1173:
1170:
1168:
1165:
1164:
1160:
1157:
1154:
1152:
1149:
1148:
1144:
1141:
1139:
1137:
1134:
1133:
1129:
1125:
1121:
1118:
1116:
1114:
1111:
1110:
1106:
1102:
1099:
1096:
1094:
1093:Contamination
1091:
1090:
1086:
1083:
1080:
1078:
1075:
1074:
1070:
1067:
1064:
1061:
1060:
1056:
1053:
1050:
1047:
1046:
1042:
1040:Descriptions
1039:
1036:
1033:
1032:
1029:
1023:
1021:
1017:
1010:
1008:
1007:
1001:
999:
994:
992:
989:
987:
984:
982:
979:
977:
974:
972:
969:
967:
964:
962:
959:
957:
954:
953:
952:
944:
934:
925:
913:
911:
909:
904:
895:
893:
886:
883:
878:
871:
866:
841:
839:
835:
832:
828:
821:
819:
816:
815:spark erosion
812:
807:
805:
801:
797:
789:
785:
781:
777:
773:
770:
762:
760:
754:Mould storage
753:
751:
749:
744:
736:
732:
727:
723:
718:
716:
713:
704:
700:
696:
693:
691:
687:
683:
677:
673:
671:
667:
663:
659:
654:
652:
647:
643:
639:
635:
627:
623:
620:
616:
615:
610:
606:
597:
590:
581:
576:
569:
564:
557:
552:
545:
540:
537:
535:
533:
529:
525:
524:rapid tooling
521:
517:
513:
509:
504:
502:
498:
491:
489:
486:
477:
473:
469:
464:
456:
454:
451:
447:
443:
439:
435:
430:
421:
419:
417:
411:
409:
404:
399:
395:
390:
388:
384:
380:
375:
366:
362:
358:
354:
349:
347:
339:
337:
335:
331:
327:
322:
318:
314:
310:
306:
301:
299:
294:
289:
287:
282:
278:
274:
270:
265:
261:
258:
254:
250:
246:
242:
238:
234:
228:
225:
221:
217:
211:
209:
205:
202:
201:thermosetting
198:
197:thermoplastic
194:
190:
182:
179:
178:Thermoplastic
175:
168:
166:
164:
160:
156:
152:
144:
142:
136:
131:
127:
125:
124:photopolymers
121:
117:
113:
109:
105:
101:
97:
93:
89:
88:thermosetting
85:
84:thermoplastic
81:
77:
73:
69:
65:
61:
57:
56:manufacturing
53:
49:
41:
37:
33:
19:
3103:Plasticizers
3051:Environment
3003:Blister pack
2956:Construction
2865:Blow molding
2854:
2531:
2509:
2478:
2458:
2452:
2440:. Retrieved
2432:Plastics Net
2431:
2422:
2410:. Retrieved
2403:the original
2398:
2386:
2374:. Retrieved
2365:
2356:
2344:. Retrieved
2335:
2326:
2317:
2297:. Retrieved
2288:
2279:
2271:the original
2266:
2257:
2244:
2234:
2222:. Retrieved
2217:
2208:
2196:. Retrieved
2192:
2183:
2174:
2168:
2159:
2141:
2117:
2096:. Retrieved
2087:
2078:
2069:
2059:
2047:. Retrieved
2038:
2029:
2016:
1995:
1956:. Retrieved
1952:the original
1947:
1937:
1927:
1920:
1908:. Retrieved
1894:
1882:. Retrieved
1871:
1857:
1837:
1830:
1810:
1794:
1782:
1773:
1739:. Retrieved
1735:the original
1725:
1716:
1544:
1537:
1501:Polyethylene
1420:
1418:
1410:
1398:
1113:Delamination
1027:
1018:
1014:
1004:
997:
950:
899:
890:
875:
836:
833:
829:
825:
808:
793:
766:
757:
742:
739:
722:
709:
697:
694:
689:
685:
681:
678:
674:
670:chase blocks
669:
665:
661:
657:
655:
648:
644:
640:
636:
632:
618:
612:
608:
604:
602:
591:Mould design
505:
500:
496:
495:
481:
446:polyethylene
425:
412:
391:
376:
372: 1950s
365:collar stays
350:
343:
305:parting line
302:
292:
290:
273:viscoelastic
266:
262:
252:
229:
212:
186:
163:pocket combs
148:
145:Applications
139:
92:mould cavity
51:
47:
46:
36:
3344:Regulations
3196:Bisphenol A
2880:Calendering
2822:Plasticizer
2762:Mechanical
2162:. Springer.
2120:. Springer.
2084:"Suspended"
1517:Polystyrene
1511:110 to 117
1508:230 to 243
1495:194 to 265
1492:381 to 509
1316:Stringiness
1308:hygroscopic
1296:Splay marks
1272:hot runners
1261:Sink marks
1226:Weld lines
1171:Flow lines
1126:mixed with
1085:Masterbatch
1062:Burn marks
1051:Blistering
956:Die casting
534:processes.
520:market test
450:polystyrene
326:fabrication
313:deformation
249:check valve
241:homogenises
216:tool steels
159:bottle caps
151:wire spools
120:3D printing
80:confections
68:die-casting
3451:Categories
3272:Carcinogen
3237:Organotins
3107:Phthalates
3053:and health
2900:Pultrusion
2890:Laminating
2848:processing
2442:14 January
2412:16 January
2376:16 January
2346:16 January
2049:30 January
1910:30 January
1741:2009-02-27
1691:References
1539:Automation
1407:Tolerances
1280:Short shot
1247:hydrolysis
1222:Knit lines
1192:hot runner
1183:Gate Blush
1167:Flow marks
943:toothbrush
686:impression
682:impression
609:mouldmaker
472:Paper clip
330:processing
317:tolerances
269:crosslinks
224:mechanical
76:elastomers
3301:Pollution
3267:Teratogen
3198:(BPA, in
2846:Plastics
2817:Colorants
2805:Additives
2589:Chemical
1430:Material
1370:Twisting
1350:Weld line
1251:oxidation
1214:die swell
1105:recycling
998:injection
796:machining
790:Machining
784:ABS resin
457:Equipment
237:viscosity
155:packaging
112:aluminium
3282:Diabetes
3188:Monomers
3168:Adipates
3090:plastics
2944:segments
2934:Products
2582:Plastics
2542:Archived
2436:Archived
2399:Lubrizol
2370:Archived
2340:Archived
2299:27 April
2293:Archived
2249:Archived
2098:27 April
2092:Archived
2043:Archived
2021:Archived
1904:Archived
1884:27 April
1819:Archived
1799:Archived
1612:See also
1469:Phenolic
1387:Crazing
1048:Blister
903:RJG Inc.
438:phenolic
416:plumbing
245:shearing
204:polymers
100:engineer
3410:Dioxins
3330:Dioxins
3287:Obesity
3028:Cutlery
3018:Bottles
1795:Xometry
1554:Gallery
1366:Warping
1203:Jetting
1043:Causes
1000:molding
733:from a
731:keycaps
699:wheels.
662:inserts
658:inserts
651:coolant
605:moulder
340:History
334:quality
189:plastic
72:glasses
54:) is a
3127:(BBzP)
3096:(PHCs)
3008:Chairs
2976:Nurdle
2516:
2487:
2224:22 May
2088:Medium
1998:. SME.
1958:23 May
1845:
1548:robots
1383:Cracks
1331:Voids
1264:Sinks
1194:molds
945:handle
868:Small
666:blocks
448:, and
429:alloys
332:, and
277:curing
218:, but
193:rubber
114:, and
98:or an
64:metals
3381:Waste
3227:PBDEs
3138:(DOP)
2764:types
2591:types
2406:(PDF)
2395:(PDF)
2198:3 Nov
1802:(PDF)
1791:(PDF)
1619:Craft
1485:Nylon
1453:Epoxy
1447:(°C)
1441:(°F)
1253:etc.
1136:Flash
769:epoxy
743:twice
668:, or
614:sprue
497:Mould
492:Mould
442:nylon
434:epoxy
309:sprue
181:resin
108:steel
104:metal
3242:PFCs
3232:PCBs
3208:(in
3172:DEHA
3147:DINP
3142:DIDP
3136:DEHP
3131:DIHP
3115:DIBP
3092:and
3023:Bags
2514:ISBN
2485:ISBN
2444:2015
2414:2015
2378:2015
2348:2015
2301:2018
2226:2023
2200:2023
2100:2018
2051:2013
1960:2018
1912:2013
1886:2018
1843:ISBN
1568:Lego
1527:170
1524:338
1479:120
1476:248
1463:120
1460:248
822:Cost
809:The
798:and
748:keys
690:shot
619:gate
607:and
485:tons
436:and
253:shot
199:and
86:and
3210:PVC
3177:DOA
3125:BBP
3120:DBP
1128:ABS
813:or
804:CNC
800:EDM
617:or
501:die
499:or
374:).
191:or
133:An
110:or
70:),
3453::
3105::
2467:^
2434:.
2430:.
2397:.
2368:.
2364:.
2334:.
2309:^
2291:.
2287:.
2265:.
2243:.
2216:.
2191:.
2150:^
2126:^
2108:^
2090:.
2086:.
2068:.
2037:.
2015:.
2004:^
1968:^
1946:.
1797:.
1793:.
1750:^
1699:^
1249:,
1124:PP
664:,
444:,
369:c.
328:,
307:,
303:A
157:,
153:,
78:,
74:,
3212:)
3202:)
3179:)
3170:(
3081:e
3074:t
3067:v
2574:e
2567:t
2560:v
2522:.
2493:.
2446:.
2416:.
2380:.
2350:.
2303:.
2228:.
2202:.
2102:.
2072:.
2053:.
1962:.
1914:.
1851:.
1814:"
1744:.
34:.
20:)
Text is available under the Creative Commons Attribution-ShareAlike License. Additional terms may apply.